熱門關鍵詞: 碳纖維手機殼 碳纖維手機套 凱夫拉手機殼 凱芙拉手機殼




 潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007

復合材料熱壓罐成型模具設計研究
隨著復合材料在飛機結構件上用量的逐步增加,零件越來越大而復雜,并逐步使用到主承力件上,這對復合材料制件的質量提出了更高的要求。因復合材料制件的固化成型特點,其質量在很大程度上取決于成型模具的質量,而高質量的模具來源于科學、合理的設計,特別是對于大型模具,除模具質量對制件質量的影響外,模具的尺寸、重量對模具成本以及復材制件的總制造成本有很大影響。
通過對復合材料熱壓罐成型模具的設計、制造、轉運及使用驗證等工程研究及分析,結合復材模具設計的經驗方法,歸納出以下幾點模具設計原則。 本文來自123
滿足制件結構及工藝要求
在設計復合材料成型模具前,要對制件的設計輸入進行充分分析,以產生模具結構的初步概念。
(1)分析制件的工程結構。通常有壁板、梁、肋、長桁、接頭、以及整體盒段等結構形式。根據制件結構形式,可對模具有個大致概念,壁板常為大型框架結構;梁一般較長,常有陰模、陽模形式(圖1、圖2);長桁一般為細長結構;整體盒段一般需上下合模。
(2)分析制件的工程界面。是否有氣動面、裝配面、膠接面等,一般情況下可確定這些面為貼膜面;但如果這些面結構較復雜時,設計可考慮在工程界面側添加補償層,此時貼膜面可設計在工程界面的背面。 內容來自123456
 123456
123456
(3)分析制件的質量要求。制件的外形輪廓尺寸精度直接影響到模具的質量要求及成本,可通過設計合理的模具結構、定位方法及加工方法來達到精度要求。 123,123
(4)分析制件的成型工藝方法,是共固化、共膠接還是二次交接(圖3)。共固化中,所有層為濕鋪層一次進罐,需要較多模具組合到一起同時使用,通常整套模 具較復雜;共膠接為干濕件進罐固化,需要一部分零件的成型模具,及已固化零件與濕鋪層二次進罐固化的模具;二次膠接時所有零件已固化,通過膠膜把他們固化 到一起,需要所有零件的成型模以及二次膠接的定位模具。

模具材料的選擇
用作復合材料成型模具的材料主要有普通鋼、INVAR鋼、復合材料(雙馬和環氧樹脂)、鋁等。通常根據材料的性能(主要是高溫下的熱膨脹系數)、成本、周期及使用次數來選擇,見表1。 123,123
對于機身、翼面、舵面等大尺寸、大曲率的模具,通常選擇INVAR鋼,對于一些配合要求高的梁、肋、長桁等也常選擇INVAR鋼;對于鋪絲需要回轉的工 裝,考慮到重量因素,復合材料模具是一個不錯的選擇;對于形狀不是太復雜、曲率很小或是等截面的制件結構,通常選擇普通鋼或鋁以降低成本,但膨脹和變形因 素需要在設計時得到補償。不同模具材料的性能特點及使用范圍如表1所示。
模具熱膨脹的補償
當模具與預浸料進熱壓罐固化時,隨著溫度的升高,模具會膨脹而使尺寸增大,達到保溫狀態時最大,此時預浸料反應固化,與模具尺寸一致。在固化完成后降溫的 過程中,模具和固化好的制件都會收縮,但如果模具材料與復合材料制件的熱膨脹系數不一致,收縮量也就不一致,從而導致制件尺寸和模具尺寸有偏差。根據表1 中材料的熱膨脹系數,INVAR鋼和復合材料模具受熱膨脹對制件的影響很小,可忽略不計;但普通鋼和鋁則有影響,特別是當尺寸大時,必須要考慮膨脹量,否 則產品尺寸會隨模具的膨脹而偏大。 本文來自123
模具熱膨脹可采取一定的補償方法,按經驗公式及試驗驗證,以制件質心為中心,把整個制件按如下糾正系數縮小,在模具設計時按照縮小后的制件作為工程輸入。
F=1/[(T-P)×△T+1],式中,F為熱膨脹糾正系數;T為模具的熱膨脹系數;P為復合材料制件的熱膨脹系數;△T為固化溫度和室溫的差值。
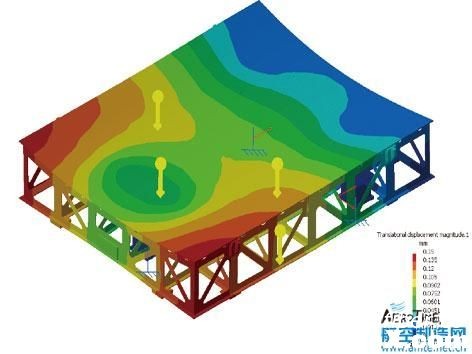
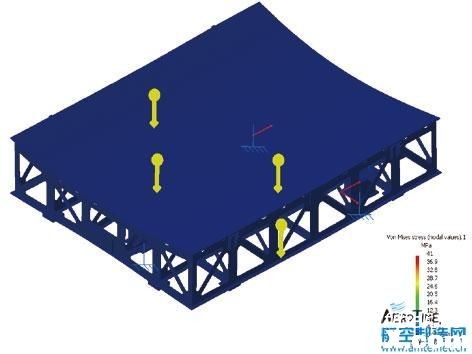
另一方面,模具熱膨脹還將影響到制件的變形及脫模等問題。在設計模具時要把這些因素考慮進去。如收縮變形是否能通過模具結構的對稱性來抵消,或后處理來消 除;凸模的收縮可能會有助于脫模,特別是對于有微小閉角的零件,凹模的收縮將增加脫模的難度。通過考慮這些因素,結合復材制件的產品要求,來選擇合適的模 具材料及模具的結構形式。同時,也可以通過數字模擬,結合試驗件的驗證來優化模具設計。 本文來自123
123,123