一、碳纖維的生產(chǎn)
碳纖維根據(jù)基本材料不同,可分為PAN基、瀝青基、酚醛基、纖維素基…..等不同的生產(chǎn)工藝。本文只涉及軍用高性能聚丙烯腈PAN碳纖維的生產(chǎn)工藝。雖然PAN基碳纖維生產(chǎn)細(xì)節(jié)的保密度比較高,但是大致的原理是公開(kāi)的,先概要的介紹一下其生產(chǎn)過(guò)程。
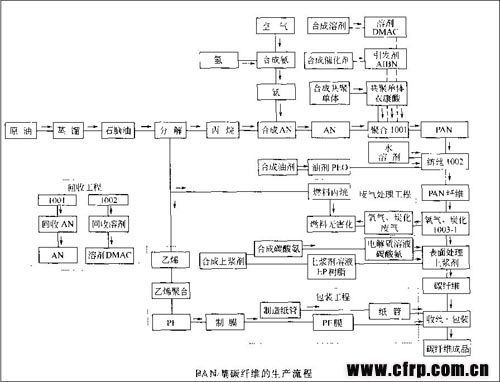
碳纖維生產(chǎn)工藝全流程圖
如下圖1所示,PAN基碳纖維的生產(chǎn),從原料單體到原絲、再到碳纖維成品加工,各道工藝的緊密相連,可以在一個(gè)車(chē)間內(nèi)連續(xù)的完成全套工藝流程。
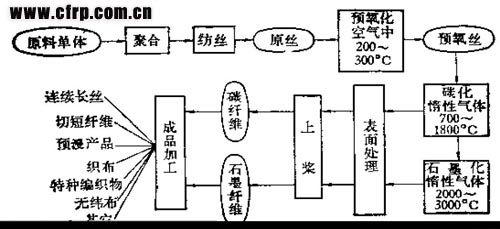
圖1:碳纖維主要生產(chǎn)工藝流程圖
國(guó)內(nèi)有部分廠家,既沒(méi)有上游的PAN原絲生產(chǎn)能力,又沒(méi)有下游的碳纖維復(fù)材生產(chǎn)能力,只能直接購(gòu)買(mǎi)國(guó)外原絲,再進(jìn)行預(yù)氧化和碳化的后續(xù)處理生產(chǎn)碳纖維。好比吃魚(yú),頭尾嫌刺多,不舍得下功夫,于是就吃個(gè)中段兒,居然也號(hào)稱(chēng)自己能做碳纖維,游說(shuō)國(guó)家投入巨資。
123456
目前國(guó)際碳纖維的生產(chǎn),在國(guó)際上一直由美、日兩國(guó)主導(dǎo)。目前能夠進(jìn)入批量工業(yè)化生產(chǎn)的最高級(jí)碳纖維是T800,T1000等更高品級(jí)仍在實(shí)驗(yàn)室階段。航空主承力級(jí)和航天級(jí)的碳纖維工藝技術(shù),國(guó)外對(duì)華一直封鎖。就連高性能PAN原絲,如T800原絲, 以及部分碳纖維成品,也都對(duì)華禁運(yùn)——日本曾經(jīng)對(duì)賣(mài)高級(jí)碳纖維給中國(guó)的人員判刑嚴(yán)懲。
所以軍用高性能碳纖維的生產(chǎn),自“六五”以來(lái)一直是國(guó)家重點(diǎn)研發(fā)和實(shí)施科技產(chǎn)業(yè)化的攻關(guān)項(xiàng)目。十五期間,在國(guó)家863項(xiàng)目的推動(dòng)下,形成了北京化工大學(xué)、中科院山西煤化所和山東大學(xué)為主的三個(gè)研發(fā)基地,和江蘇、吉林、山西、山東為主的四大生產(chǎn)基地。經(jīng)過(guò)近30年的努力,取得的成績(jī)應(yīng)當(dāng)說(shuō)是可圈可點(diǎn):
T300的生產(chǎn)
根據(jù)中國(guó)玻璃纖維復(fù)合材料信息網(wǎng) 2008年的報(bào)道,中復(fù)神鷹碳纖維有限公司萬(wàn)噸碳纖維一期工程,2008年底在江蘇連云港正式投產(chǎn),目前形成1000噸規(guī)模碳絲生產(chǎn)能力。該公司曾于2007年5月實(shí)現(xiàn)了碳化生產(chǎn)線(xiàn)投產(chǎn),當(dāng)時(shí)碳纖維產(chǎn)量只有20噸左右。此后新建了2500噸PAN碳纖維原絲和1000噸碳化生產(chǎn)線(xiàn)。以45%股份成為神鷹第一大股東的中國(guó)復(fù)合材料集團(tuán)董事長(zhǎng)張定金強(qiáng)調(diào),T300從設(shè)備到產(chǎn)品已實(shí)現(xiàn)百分之百?lài)?guó)產(chǎn)化。而且在技術(shù)研發(fā)上,河南煤業(yè)化工集團(tuán)已經(jīng)擁有PAN基T300碳纖維完整的知識(shí)產(chǎn)權(quán)體系。軍工部門(mén)評(píng)價(jià)說(shuō):“T300的完全國(guó)產(chǎn)化,使得軍用次承力結(jié)構(gòu)碳纖維獲得了完全自主權(quán)。”
copyright 123456
至此,可以說(shuō),通過(guò)T300級(jí)軍用碳纖維的國(guó)產(chǎn)化,走出了中國(guó)打破國(guó)外壟斷和技術(shù)封鎖的第一步。產(chǎn)品批量生產(chǎn)當(dāng)年,T300進(jìn)口價(jià)應(yīng)激性的跌了一半,呵呵。(兩年后因?yàn)樾枨罅看髢r(jià)格又上去了,這是后話(huà))
T700的生產(chǎn)
據(jù)2012年中國(guó)航空?qǐng)?bào)報(bào)道,中航工業(yè)董事長(zhǎng)林左鳴率隊(duì)赴位于江蘇常州國(guó)家高新技術(shù)區(qū)的中簡(jiǎn)科技發(fā)展有限公司考察調(diào)研。中簡(jiǎn)科技成立于2008年,承擔(dān)國(guó)家“863”計(jì)劃高性能碳纖維項(xiàng)目,依托中科院山西煤炭化學(xué)研究院的技術(shù)團(tuán)隊(duì),經(jīng)過(guò)4年時(shí)間,建立了T700碳纖維產(chǎn)業(yè)化生產(chǎn)線(xiàn),年產(chǎn)量可達(dá)300噸。主要設(shè)備的國(guó)產(chǎn)化率達(dá)98%,是國(guó)內(nèi)第一條T700高性能碳纖維生產(chǎn)線(xiàn)。林左鳴明確提出,中航工業(yè)對(duì)國(guó)產(chǎn)碳纖維產(chǎn)品進(jìn)行支持,規(guī)定成員單位必須使用已達(dá)標(biāo)的國(guó)產(chǎn)碳纖維產(chǎn)品。
T800的生產(chǎn) 內(nèi)容來(lái)自123456
據(jù)江蘇經(jīng)濟(jì)報(bào)2012年7月消息,江蘇航科復(fù)合材料科技有限公司建成我國(guó)首條T800碳纖維產(chǎn)業(yè)化線(xiàn)。該項(xiàng)目2009年底啟動(dòng),航科投入2.5億元,從原絲到成品技術(shù)均為自主研發(fā),生產(chǎn)線(xiàn)的開(kāi)工負(fù)荷已提升到90%,5個(gè)月來(lái)累計(jì)產(chǎn)出成品500千克,合格率達(dá)到90%以上。拉伸強(qiáng)度、拉伸模量、斷裂延伸三大主要性能指標(biāo)以及線(xiàn)密度、導(dǎo)熱率等其他各指標(biāo),都與東麗公司的T800產(chǎn)品相當(dāng)。目前,江蘇航科已申請(qǐng)專(zhuān)利85項(xiàng),其中24項(xiàng)獲授權(quán)。
從原絲開(kāi)始做出來(lái),與東麗指標(biāo)相當(dāng),且有自己的專(zhuān)利技術(shù),這是可喜的事情,希望早日看到國(guó)家級(jí)鑒定。
可以看出,中國(guó)軍用小絲束高性能碳纖維的生產(chǎn),從下游煤化工入手,通過(guò)產(chǎn)學(xué)研聯(lián)合攻關(guān)的模式,已經(jīng)取得了可觀的進(jìn)展。T300已經(jīng)實(shí)現(xiàn)了年千噸以上的規(guī)模化生產(chǎn),T700達(dá)到了年百?lài)嵰?guī)模的批產(chǎn)規(guī)模,T800也看到了曙光。
內(nèi)容來(lái)自123456
首先是橫向比較,差距巨大。對(duì)于最高端的T800,江蘇航科5個(gè)月的產(chǎn)量只有500公斤,即每個(gè)月100公斤的規(guī)模,可以說(shuō)仍然在試生產(chǎn)階段,距離真正的工業(yè)化生產(chǎn)和商業(yè)化盈利,還有很長(zhǎng)一段路要走。而且,T700未實(shí)現(xiàn)100%國(guó)產(chǎn)化,T800國(guó)產(chǎn)化就差得更遠(yuǎn)。而美國(guó)波音公司,1985年T800就出來(lái)了——看到了吧,差距30年啊,呵呵。
第二就是質(zhì)量不穩(wěn),廢品率高。即便是正品,各批次生產(chǎn)的碳纖維的性質(zhì)也有差異,影響了后續(xù)復(fù)合材料的生產(chǎn)效果。而且難以搞清其中的原因——同樣的生產(chǎn)線(xiàn)和生產(chǎn)工藝,這一批合格,下一批不合格;這一批模量高,下一批模量低,究竟是為什么呢?
主要還是因?yàn)椋咝阅芴祭w維的生產(chǎn)工藝繁復(fù),可以說(shuō)到了苛刻的地步。這里給出很少幾個(gè)例子,來(lái)說(shuō)明一下其工藝難度:
例1:很多工藝需要加入不同種類(lèi)的的穩(wěn)定劑、催化劑。比如預(yù)氧化過(guò)程中,紡絲液就需要加入路易斯酸、脛胺、有機(jī)金屬絡(luò)合物鹽、鋁、硼、鈦的金屬有機(jī)化合物以及十二烷基苯磺酸鈉類(lèi)的金屬鹽等等穩(wěn)定劑,重量必須在原料的0.1-0.2%左右。
內(nèi)容來(lái)自123456
例2:各工序的溫度和速度的控制精密。比如紡絲的多段凝固工藝中,第一段的溫度為35-80℃,結(jié)束后1秒中內(nèi),就要迅速進(jìn)入第二階段。預(yù)氧絲在70毫克/袋的張力下,于惰性氣體中加溫,必須以每分鐘30℃升到600℃。再以每分鐘1000℃升到1300℃,同時(shí)保持20秒。絲毫不能馬虎。
例3:設(shè)備運(yùn)作要求高。比如:預(yù)氧化過(guò)程中,4組導(dǎo)輥的直徑有嚴(yán)格要求,而且表面溫度必須分別為285℃,285℃,285℃和315℃,且絲束通過(guò)導(dǎo)輥的速度要求為毫米級(jí)/秒精度。
例4:物理處理手段同樣精密。比如,為防止碳化后碳絲強(qiáng)度降低,在碳化前對(duì)預(yù)氧化爐出口處對(duì)絲束施加0.005-0.1克/袋的張力,并對(duì)絲束噴熱氣流,將單絲吹開(kāi),改善絲束強(qiáng)度。
碳纖維的生產(chǎn)工藝參數(shù)和運(yùn)行控制,是一個(gè)龐大的體系。其中無(wú)論哪個(gè)因素,操作時(shí)稍有不慎,就會(huì)前功盡棄,僵絲、斷絲、排焦、起毛、纏結(jié)….各種問(wèn)題層出不窮。所謂“差之毫厘,謬以千里”,就是這個(gè)意思。
內(nèi)容來(lái)自123456
中國(guó)碳纖維行業(yè)生產(chǎn)長(zhǎng)期徘徊在“能做出來(lái),就是做不好;能做好,就是貴”的尷尬局面中。
二、碳纖維增強(qiáng)復(fù)合材料(CFRP)的生產(chǎn)
CFRP,根據(jù)基體材料和增強(qiáng)工藝的不同(比如陶瓷基、金屬基復(fù)合)本來(lái)是一個(gè)龐大的家族。我們這里只談基本CFRP生產(chǎn)工藝。大體上有兩種,即預(yù)浸料-熱壓罐固化成型工藝,和液體成型工藝。由于前者是航空結(jié)構(gòu)構(gòu)件的主要復(fù)材工藝,今兒就重點(diǎn)聊聊它。
1、預(yù)浸料
預(yù)浸料——熱壓罐固化成型工藝的第一步,就是把碳纖維放入熱固性高韌性樹(shù)脂預(yù)浸料進(jìn)行預(yù)浸、吸膠,并加溫進(jìn)行固化。
近年來(lái),航空復(fù)材構(gòu)件已經(jīng)日趨大型化和整體化,以減少?gòu)?fù)材之間的機(jī)械裝配和緊固環(huán)節(jié),達(dá)到提高性能、降低成本、減輕重量的目的。但由此也帶來(lái)了麻煩——部件越大,其在熱壓罐內(nèi)固化過(guò)程中的溫度控制就越難保證均勻持續(xù),從而導(dǎo)致質(zhì)量下降。美國(guó)在預(yù)浸料-熱壓罐工藝的材料成本中,預(yù)浸料廢棄率平均為40%。因此,“零吸膠”、“常溫加壓”的先進(jìn)預(yù)浸料,就成為業(yè)內(nèi)的發(fā)展方向。
123456
碳纖維的生產(chǎn),上面聊過(guò),國(guó)內(nèi)與國(guó)外相比是有很大差距的。但樹(shù)脂預(yù)浸料,我們的差距相對(duì)小一些。根據(jù)航空制造網(wǎng)的消息,國(guó)內(nèi)開(kāi)發(fā)的環(huán)氧樹(shù)脂預(yù)浸料碳Ⅷ /BA9918 預(yù)浸料、碳Ⅶ /BA9916-II 預(yù)浸料、CCF300/BA9916-II 預(yù)浸料和雙馬樹(shù)脂預(yù)浸料CCF300/QY9511、碳Ⅶ /QY9611,都可做到“零吸膠”、“常溫加壓”,部分預(yù)浸料已用于多個(gè)型號(hào)產(chǎn)品的生產(chǎn),與美國(guó)波音公司的材料有著類(lèi)似的性能。如下表1:
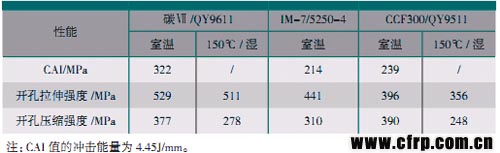 表1:國(guó)內(nèi)外部分雙馬樹(shù)脂基韌性復(fù)合材料性能(第一列碳Ⅶ /QY9611為國(guó)產(chǎn))
表1:國(guó)內(nèi)外部分雙馬樹(shù)脂基韌性復(fù)合材料性能(第一列碳Ⅶ /QY9611為國(guó)產(chǎn))
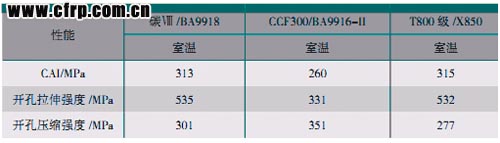 表2:國(guó)內(nèi)外部分環(huán)氧基韌性復(fù)合材料性能(第一列碳Ⅶ /QY9611為國(guó)產(chǎn))
2、預(yù)浸料——熱壓罐整體成型工藝 本文來(lái)自123
表2:國(guó)內(nèi)外部分環(huán)氧基韌性復(fù)合材料性能(第一列碳Ⅶ /QY9611為國(guó)產(chǎn))
2、預(yù)浸料——熱壓罐整體成型工藝 本文來(lái)自123
用預(yù)浸料——熱壓罐工藝生產(chǎn)碳纖維制造復(fù)合材料,要先將碳纖維浸溶在樹(shù)脂溶劑里,進(jìn)行鋪疊成型。接著經(jīng)過(guò)模具工裝進(jìn)行表面組裝固定,在部件接觸面貼膠。其后進(jìn)熱壓罐100——130度固化,并通過(guò)緊固成為成品構(gòu)件。
美國(guó)采用預(yù)浸料-熱壓罐固化成型工藝制造航空制造復(fù)合材料的成本中,材料占15%,預(yù)浸料鋪疊占25%,裝配占45%,固化占10%,緊固工藝占5%,
早期復(fù)合材料制造的大型構(gòu)件,通常是由各自成形好的部件,通過(guò)機(jī)械連接組裝而成。這樣的方式增加了結(jié)構(gòu)的自重,不能很好地發(fā)揮復(fù)合材料的優(yōu)點(diǎn)。隨著技術(shù)的發(fā)展,大型復(fù)材結(jié)構(gòu)逐漸實(shí)現(xiàn)了預(yù)浸料——熱壓罐整體化制造,其工藝可分為三種:
共固化:不同部件分別鋪疊,整體進(jìn)熱壓罐固化。
共膠接:先完成一個(gè)部件的固化,再鋪疊其他部件,整體進(jìn)熱壓罐共膠接。
123456
后膠接:各部件分別鋪疊、分別進(jìn)熱壓罐固化,然后整體再次進(jìn)熱壓罐膠接。
例1:壁板類(lèi)工藝
對(duì)于飛機(jī)尾翼、機(jī)翼和非筒體成型的機(jī)身,需要壁板類(lèi)的大型復(fù)材,這類(lèi)結(jié)構(gòu)主要由蒙皮和長(zhǎng)桁組成,其成型工藝有以下幾種方式。
共固化:分別鋪疊蒙皮和長(zhǎng)桁,通過(guò)模具工裝將其組合在一起,接觸面鋪膠膜(或不鋪膠膜);之后整體進(jìn)熱壓罐完成共固化。
膠接:蒙皮先固化,再鋪疊長(zhǎng)桁,通過(guò)模具工裝將其固定在已固化好的蒙皮上,接觸面鋪膠膜,之后進(jìn)罐完成共膠接。或者反過(guò)來(lái),長(zhǎng)桁先固化,再與蒙皮共膠接。
后膠接:分別固化蒙皮和長(zhǎng)桁;將長(zhǎng)桁進(jìn)行必要的加工;通過(guò)模具工裝將蒙皮與長(zhǎng)桁組裝,接觸面鋪膠膜,之后進(jìn)熱壓罐完成膠接。
在實(shí)際生產(chǎn)中,上述三種工藝可以混合使用。
123,123
例2:盒段整體工藝
對(duì)于飛機(jī)翼面,需要上、下蒙皮與骨架一體成型的整體盒段,按照用途,主要有三種工藝:
一是基于“π”形接頭的盒段結(jié)構(gòu)膠接成型工藝。主要用于飛機(jī)平尾、垂尾。
二是基于T 形接頭的骨架與上、下蒙皮共固化/膠接一體成型工藝,通常用于飛機(jī)平尾、垂尾部分,如目前波音787 的平尾即采用了這類(lèi)成型工藝。
三是基于T 形接頭的骨架與下蒙皮一體共固化/膠接成型工藝,通常主要用于戰(zhàn)斗機(jī)的機(jī)翼主承力結(jié)構(gòu)。如歐洲EF2000 機(jī)翼、日本F2 機(jī)翼。
例3:筒體成型工藝
對(duì)于航空器的機(jī)體,其復(fù)材結(jié)構(gòu)方案有兩類(lèi),一類(lèi)是將機(jī)身的每段筒體分為四塊壁板分別成型后,再用機(jī)械連接方式對(duì)接,空客A350XWB 即為這種工藝方案;另一類(lèi)則是將機(jī)身每段筒體整體共固化工藝成型,其代表機(jī)型是波音787。
123456
壁板、盒段、筒形制件,涉及飛機(jī)翼面、機(jī)身的主要組成部分,近年來(lái)一直是國(guó)內(nèi)外復(fù)材應(yīng)用的核心領(lǐng)域。對(duì)此感興趣的朋友,請(qǐng)記住預(yù)浸料-熱壓罐這個(gè)晦澀拗口,但是意義重大的術(shù)語(yǔ)吧。
在預(yù)浸料——熱壓罐工藝中,預(yù)浸料的手工鋪疊是人工成本和人工時(shí)間消耗最大的一個(gè)環(huán)節(jié),這種工藝的速度慢、質(zhì)量低、時(shí)間長(zhǎng)、人工成本高。因此,鋪疊自動(dòng)化,就成為這個(gè)工藝中最講究的部分。如果說(shuō),預(yù)浸料-熱壓罐是航空復(fù)材生產(chǎn)工藝的皇冠,那么鋪疊環(huán)節(jié)的自動(dòng)化工藝,就是這個(gè)皇冠上最耀眼的那顆鉆石。
3、預(yù)浸料鋪疊自動(dòng)化技術(shù)
目前,業(yè)界對(duì)手工鋪疊改進(jìn)的方式主要有手工自動(dòng)鋪疊、自動(dòng)鋪絲、自動(dòng)鋪帶三種:
3.1手工鋪疊的自動(dòng)化/ 數(shù)字化技術(shù)
即采用預(yù)浸料自動(dòng)剪裁下料系統(tǒng)和鋪層激光投影定位系統(tǒng)等。采用專(zhuān)門(mén)的數(shù)控切割設(shè)備來(lái)進(jìn)行預(yù)浸料和輔助材料的平面切割,從而將依賴(lài)于樣板的制造過(guò)程轉(zhuǎn)變?yōu)榭筛鶕?jù)復(fù)合材料設(shè)計(jì)軟件產(chǎn)生的數(shù)據(jù)文件進(jìn)行全面運(yùn)作的制造過(guò)程,大大提高了手工鋪疊的工作效率和鋪疊質(zhì)量。
本文來(lái)自123
3.2自動(dòng)鋪帶技術(shù)
分為平面式自動(dòng)鋪帶機(jī)(FTLM)和曲面自動(dòng)鋪帶機(jī)(CTLM)2種,主要用于鋪放小曲率的大型復(fù)合材料構(gòu)件,如翼面類(lèi)構(gòu)件的蒙皮,可成型超大尺寸和形狀復(fù)雜的復(fù)合材料制件,且質(zhì)量穩(wěn)定,縮短了鋪層及裝配工時(shí)。與手工相比,先進(jìn)鋪帶技術(shù)可降低制造成本的30%~50%。
第一臺(tái)計(jì)算機(jī)數(shù)控(CNC)自動(dòng)鋪帶機(jī)是在美國(guó)空軍材料實(shí)驗(yàn)計(jì)劃下由General Dynamics公司和Conrac公司合作開(kāi)發(fā)的,于80年代正式用于航空復(fù)合材料構(gòu)件制造。90年代后,西歐開(kāi)始研制生產(chǎn)自動(dòng)鋪帶機(jī)。制造自動(dòng)鋪帶機(jī)的技術(shù)主要被歐美掌控,如美國(guó)American GFM Corporation、Cincinnati Machine、CityMachine Tool&Die Company、ITW Workholding、Ingersoll和歐洲的M.TORRES(西班牙)、FOREST-LINE(法國(guó))等。
3.3自動(dòng)鋪絲技術(shù)
自動(dòng)鋪絲,實(shí)際上是在自動(dòng)鋪絲+自動(dòng)纏繞技術(shù)基礎(chǔ)上發(fā)展起來(lái)的,專(zhuān)為曲率較大的雙曲面蒙皮構(gòu)件的鋪疊而開(kāi)發(fā)的技術(shù),適用于大曲率機(jī)身和復(fù)雜曲面的成型,如軍用和民用飛機(jī)雙曲面翼身融合體、S形進(jìn)氣道。自動(dòng)鋪絲可以按構(gòu)件型面增減紗束根數(shù),可根據(jù)構(gòu)件形狀自動(dòng)切紗適應(yīng)邊界,因此廢料率很低(3%~8%),可完成局部加厚、加筋、鋪層遞減、開(kāi)口補(bǔ)強(qiáng)等操作,鋪放軌跡自由度更大,可變角度鋪放,能適應(yīng)大曲率復(fù)雜構(gòu)件成型。
123456
美國(guó)諾斯羅普•格魯門(mén)公司1995年購(gòu)進(jìn)第一臺(tái)自動(dòng)絲束鋪放機(jī),將其用于F/A-18E/F的進(jìn)氣道、機(jī)身蒙皮、平尾蒙皮的制造。2010年將有40~50臺(tái)機(jī)器投入使用。目前自動(dòng)鋪絲技術(shù)的代表是美國(guó)辛辛那提機(jī)床公司Viper 纖維鋪放機(jī)系統(tǒng),有Viper1200、Viper3000,Viper6000系列鋪絲機(jī)。
國(guó)內(nèi)情況:
手工鋪疊自動(dòng)化:目前我國(guó)在研和批量生產(chǎn)的航空用先進(jìn)復(fù)合材料構(gòu)件大部分仍在使用手工鋪疊,雖然也通過(guò)預(yù)浸料自動(dòng)下料機(jī)和激光投影儀,大幅度提高了復(fù)合材料構(gòu)件的鋪疊效率,但這兩種設(shè)備大多需要進(jìn)口,而且對(duì)于大型構(gòu)件,依然難以保證鋪疊質(zhì)量和速度。
國(guó)內(nèi)自動(dòng)鋪帶機(jī):中國(guó)正在起步研究的階段。根據(jù)航空制造網(wǎng)的公開(kāi)報(bào)道,北京航空制造工程研究所研制的6m×20m 大型自動(dòng)鋪帶機(jī)(如圖2),開(kāi)始在新型飛機(jī)的復(fù)材構(gòu)件研制中得到實(shí)驗(yàn)性的應(yīng)用。但就整個(gè)行業(yè)來(lái)說(shuō),遠(yuǎn)未達(dá)到規(guī)模化應(yīng)用的程度。
123456
國(guó)內(nèi)自動(dòng)鋪絲機(jī):至于更上一層樓的自動(dòng)鋪絲機(jī),尚未見(jiàn)到有國(guó)產(chǎn)化設(shè)備投入應(yīng)用的報(bào)道。

圖2:北航工程研究所研制的6m×20m 大型自動(dòng)鋪帶機(jī)
4、纖維纏繞設(shè)備
關(guān)于碳纖維復(fù)材的成型設(shè)備,還需要提一下數(shù)控纖維纏繞機(jī)。它主要用于強(qiáng)韌性碳纖維通過(guò)纏繞,成型為圓筒、圓錐、球、雙曲面回轉(zhuǎn)體、組合體回轉(zhuǎn)體等構(gòu)件,也可以進(jìn)行矩形截面、多項(xiàng)式等多維復(fù)雜曲面和組合體形狀結(jié)構(gòu)件纏繞,如火箭發(fā)動(dòng)機(jī)殼體、各種彈體、衛(wèi)星結(jié)構(gòu)件、水處理設(shè)備、天然氣儲(chǔ)罐、醫(yī)療防火用壓力容器等等。也是國(guó)外一直對(duì)華禁運(yùn)的東東。
根據(jù)《機(jī)床工具報(bào)》報(bào)道,2007年11月,國(guó)產(chǎn)大型數(shù)控纖維纏繞機(jī)在齊齊哈爾第二機(jī)床廠問(wèn)世,其SKCR165/1200型數(shù)控纖維纏繞機(jī),為五坐標(biāo)控制、四坐標(biāo)聯(lián)動(dòng),是樹(shù)脂基復(fù)合材料纏繞成型構(gòu)件的大型數(shù)控專(zhuān)機(jī)。該機(jī)包括五坐標(biāo)控制四坐標(biāo)聯(lián)動(dòng)的纏繞軌跡控制系統(tǒng)、張力自動(dòng)控制系統(tǒng)、溫度自動(dòng)控制系統(tǒng)和質(zhì)量保證系統(tǒng),為中國(guó)火箭發(fā)動(dòng)機(jī)CFRP殼體的制造奠定了堅(jiān)實(shí)的基礎(chǔ)。
本文來(lái)自123
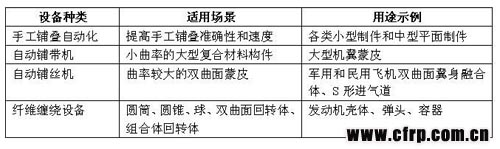 表3:自動(dòng)化鋪疊和纏繞設(shè)備表
表3:自動(dòng)化鋪疊和纏繞設(shè)備表
最后,中國(guó)商務(wù)部網(wǎng)站2012年發(fā)布消息,隸屬於中國(guó)航空工業(yè)集團(tuán)公司的西安飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司,收購(gòu)了奧地利最大的波音飛機(jī)配件公司FACC 91.25%的股份。FACC的主要產(chǎn)品,包括復(fù)合材料飛機(jī)結(jié)構(gòu)件、復(fù)合材料發(fā)動(dòng)機(jī)結(jié)構(gòu)件、飛機(jī)復(fù)合材料內(nèi)飾。希望他山之石,可以攻玉,為提高國(guó)內(nèi)航空復(fù)材的生產(chǎn)工藝水平,再添一把力。
 圖3 FACC公司生產(chǎn)航空復(fù)合材料
小評(píng):
圖3 FACC公司生產(chǎn)航空復(fù)合材料
小評(píng):
無(wú)論碳纖維還是碳纖維復(fù)材的生產(chǎn),都有一個(gè)重要特征,就是生產(chǎn)的連續(xù)化程度非常高,工藝開(kāi)端是原料,工藝末端是成品,中間幾乎沒(méi)有半成品的概念。這種高度集成的連續(xù)化生產(chǎn),帶來(lái)了正反兩方面的影響:
123456
反面:在金屬加工行業(yè),工藝落后往往意味著性能降低,但很多時(shí)候也能通過(guò)鈑金加工、鉚接、配重、甚至手工打磨修挫做出來(lái)。而做出來(lái)了,也就能湊合使。但碳纖維領(lǐng)域,工藝落后往往更意味著廢品,不僅是性能壽命下降的問(wèn)題,而是根本就無(wú)法使用。因此,碳纖維復(fù)材的生產(chǎn),是“行百里者半九十”的概念——只是在實(shí)驗(yàn)室做出復(fù)材樣品,只和完成了一個(gè)概念設(shè)計(jì)差不多,后面的工藝關(guān),那才是重頭戲。設(shè)計(jì)定型和生產(chǎn)定型因此緊密耦合——幾公斤樣品,距離用成熟工藝批量生產(chǎn)復(fù)材,可差了十萬(wàn)八千里啊。出于同樣的原因,復(fù)材制件的日常維護(hù)、測(cè)試、修復(fù)的經(jīng)驗(yàn)、流程與方法,與金屬構(gòu)件相比,也會(huì)發(fā)生顛覆性改變。
正面:在金屬加工行業(yè),工藝創(chuàng)新往往帶來(lái)性能提高;而在碳纖維領(lǐng)域,工藝創(chuàng)新除了提高性能,往往更能夠直接帶來(lái)產(chǎn)品創(chuàng)新。一種新工藝,甚至可以帶來(lái)CFRP的一個(gè)變種產(chǎn)品分類(lèi)。比如,增強(qiáng)熱縮性塑料工藝,形成CFRTP;增強(qiáng)C工藝形成CFRC(也稱(chēng)C/C,就是碳/碳復(fù)合材料),增強(qiáng)金屬工藝形成CFRM,增強(qiáng)橡膠工藝形成CFRR,等等。又如,整體成型工藝,形成了前所未有的超大壁板和整體段件航空制件。倒過(guò)來(lái)說(shuō),沒(méi)有對(duì)復(fù)材工藝的理解和創(chuàng)新,就沒(méi)有對(duì)復(fù)材產(chǎn)品的理解和創(chuàng)新。
copyright 123456
目前,CF的先進(jìn)工藝,主要把持在日本手里;CFRP的先進(jìn)工藝,主要掌握在美國(guó)人手里。而且其更新和推廣的速度之快,令人驚心。而國(guó)內(nèi)在這個(gè)領(lǐng)域,如上文所述,依然存在著大片的空白。這些空白直接導(dǎo)致先進(jìn)復(fù)材產(chǎn)品系列的缺失。比如在美國(guó)航天航空領(lǐng)域開(kāi)始規(guī)模化采用的金屬基和陶瓷基碳纖維復(fù)合材料,甚至沒(méi)有進(jìn)入2010版的《中國(guó)航空材料手冊(cè)》。換句話(huà)說(shuō),如果我們不在工藝基礎(chǔ)上下功夫,指望著山寨外援、避重就輕、零敲碎打、投機(jī)取巧,是無(wú)法在航空航天復(fù)材上獲得全面突破的。
金屬工藝與復(fù)材工藝,完全是兩個(gè)世界。國(guó)內(nèi)航空業(yè)能在金屬工藝領(lǐng)域駕輕就熟的同時(shí),在復(fù)材工藝相對(duì)陌生的廣大空間轉(zhuǎn)換思路、刻苦耕耘、大膽求新,無(wú)疑是一個(gè)很大的考驗(yàn)。




 潤(rùn)大世紀(jì)為您提供高品質(zhì)的碳纖維及凱夫拉成型產(chǎn)品!
潤(rùn)大世紀(jì)為您提供高品質(zhì)的碳纖維及凱夫拉成型產(chǎn)品!
殼,凱夫拉手機(jī)殼,碳纖維雪茄盒,碳纖維成型供應(yīng)商")

動(dòng)鞋登山鞋鞋底,鞋材鞋底,碳纖維運(yùn)動(dòng)鞋底生產(chǎn)廠家")


向盤(pán)|碳纖維汽車(chē)配件工廠|碳纖維汽")

碳纖維鞋底,碳纖維運(yùn)動(dòng)鞋登山鞋鞋底, 鞋")


瀏覽潤(rùn)大世紀(jì)!")
客服菜單")

