熱門關鍵詞: 碳纖維手機殼 碳纖維手機套 凱夫拉手機殼 凱芙拉手機殼




 潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007

三維編織復合材料是一種整體網狀結構的復合材料,是20世紀80年代隨三維整體編織技術的出現而產生的。它不但克服了傳統的層板復合材料分層、開裂敏感和損傷擴展快,厚度方向強度低,抗沖擊損傷性能差等缺點,而且擁有良好的可設計性、可制作整體異型制件等優點。因此,在結構材料領域中受到極大關注[1]。
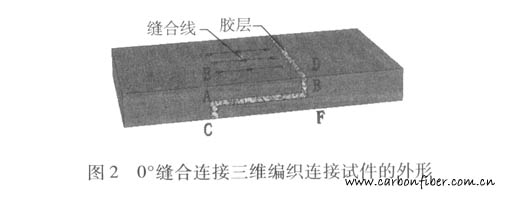
隨著三維編織復合材料應用領域的逐步擴大,實際應用對其提出了新的問題。單一的三維編織技術往往不能滿足復雜形狀預制件一次編織成型,必須通過連接才能滿足工程設計和整體性的要求。因此連接設計在三維編織復合材料結構中也是必不可少的關鍵環節。三維編織復合材料的連接包含兩個方面的內容,一是預制件的縫合連接;二是成型復合材料的膠接。到目前為止,很多學者對第二個方面的內容進行了研究。Kinloch[2]研究了影響結構膠接接頭性能的大部分因素,認為膠接劑的應力-應變特性是影響接頭強度的最重要的材料性能。Har-tsmith[3,4]已經對膠接接頭,特別對先進纖維復合材料與金屬材料的膠接接頭進行了全面的設計研究。縫合技術作為一種三維編織預制件的連接方法,有效地解決了三維編織制作復雜形狀異型件存在的局限性。但對于縫合連接處的工藝設計和連接強度問題,國內外相關研究資料還很少。本文主要就縫合連接技術,縫合連接形式以及縫合連接破壞模式進行探討,以期為進一步開發和利用縫合與三維編織相結合的異型復合材料起到積極作用。 本文來自123
1 三維編織技術
三維編織技術是二維編織的拓展。它通過攜紗器精確地沿著預先確定的軌跡在平面上移動,使許多同一方向排列的纖維相互交織構成網狀的整體結構,最后打緊交織面而形成不同形狀的預制件。二步法和四步法編織代表了該領域的主流。每種方法有方形編織和圓形編織兩種形式。
四步法編織既可以只有編織紗系統,也可以有編織紗和軸紗兩個紗線系統。編織紗的攜紗器沿行向和列向交替運動,形成“z”字形運動軌跡,并沿斜向穿過內部區域,運動到邊界后停頓一步后,改變運動方向返回到內部區域。所有的攜紗器遍歷所有的邊界,經過若干步后回到初始位置。軸紗均勻地加在編織紗中間,每根軸紗周圍都被編織紗交織包繞。由于紗線的一個運動循環分為四步,故稱四步法。而二步法編織必須有編織紗和軸紗兩個紗線系統。在編織過程中,軸紗靜止不動,編織紗按一定規律在軸紗間相互交錯運動,并把軸紗綁緊形成三維編織預制件。其紗線在機器上的排列形式經過兩個運動步驟后,恢復到初始狀態。 123456
三維編織預制件和復合材料除了有著傳統復合材料所固有的優點外,例如重量輕、強度高等,還有著以下幾個獨特的優點[5]:①三維編織預制件從理論上講可以達到任意的厚度,并且厚度方向有增強纖維通過;②采用三維編織技術可以直接編織成不同形狀的異型整體件;③三維編織預制件的紗線結構具有可設計性;④采用三維編織技術完全可以實現對高性能纖維的編織。
2 縫合技術及工藝參數
縫合技術發展至今已有悠久的歷史,但它在復合材料領域的應用才不過幾十年,并且多被應用在縫合層合板復合材料上。它是提高結構損傷容限和層間斷裂韌性的有效途徑。縫合工藝使用碳、玻璃、Kevlar做成的縫合線在工業縫紉機上對織物進行厚度方向的縫合。縫線僅占復合材料纖維體積含量的百分之幾。目前芳綸纖維由于其特殊的耐磨性、良好的抗沖擊韌性和較低的纖維密度,在縫合過程中得到廣泛應用。鎖式縫合和鏈式縫合[6,7]是縫合線跡的兩種基本型式,如圖1所示。鎖式縫合會在面紗與底紗之間形成兩個縫合線圈,在織物中間相交,產生應力集中;點改進的鎖式縫合可以穿過織物厚度,提高分層韌性和損傷容限,因此使用較多;鏈式縫合類似于針織,縫合線多次撓曲,操作復雜,使用較少。
本文來自123

123456
123456












