隨著復合材料在飛機結構件上用量的逐步增加,零件越來越大而復雜,并逐步使用到主承力件上,這對復合材料制件的質量提出了更高的要求。因復合材料制件的固化成型特點,其質量在很大程度上取決于成型模具的質量,而高質量的模具來源于科學、合理的設計,特別是對于大型模具,除模具質量對制件質量的影響外,模具的尺寸、重量對模具成本以及復材制件的總制造成本有很大影響。
通過對復合材料熱壓罐成型模具的設計、制造、轉運及使用驗證等工程研究及分析,結合復材模具設計的經驗方法,歸納出以下幾點模具設計原則。
滿足制件結構及工藝要求
在設計復合材料成型模具前,要對制件的設計輸入進行充分分析,以產生模具結構的初步概念。
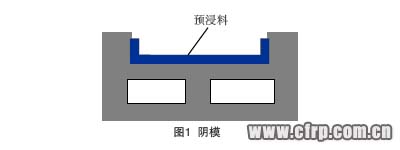
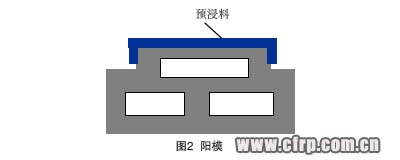
(1)分析制件的工程結構。通常有壁板、梁、肋、長桁、接頭、以及整體盒段等結構形式。根據制件結構形式,可對模具有個大致概念,壁板常為大型框架結構;梁一般較長,常有陰模、陽模形式(圖1、圖2);長桁一般為細長結構;整體盒段一般需上下合模。 123,123
(2)分析制件的工程界面。是否有氣動面、裝配面、膠接面等,一般情況下可確定這些面為貼膜面;但如果這些面結構較復雜時,設計可考慮在工程界面側添加補償層,此時貼膜面可設計在工程界面的背面。
(3)分析制件的質量要求。制件的外形輪廓尺寸精度直接影響到模具的質量要求及成本,可通過設計合理的模具結構、定位方法及加工方法來達到精度要求。
(4)分析制件的成型工藝方法,是共固化、共膠接還是二次交接(圖3)。共固化中,所有層為濕鋪層一次進罐,需要較多模具組合到一起同時使用,通常整套模具較復雜;共膠接為干濕件進罐固化,需要一部分零件的成型模具,及已固化零件與濕鋪層二次進罐固化的模具;二次膠接時所有零件已固化,通過膠膜把他們固化到一起,需要所有零件的成型模以及二次膠接的定位模具。
123456

(圖3)制件的成型工藝方法
模具材料的選擇
用作復合材料成型模具的材料主要有普通鋼、INVAR鋼、復合材料(雙馬和環氧樹脂)、鋁等。通常根據材料的性能(主要是高溫下的熱膨脹系數)、成本、周期及使用次數來選擇,見表1。
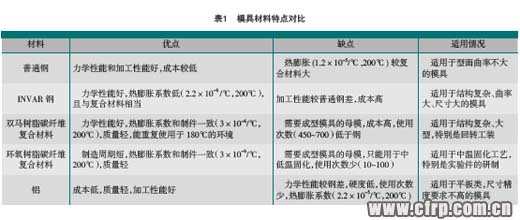
對于機身、翼面、舵面等大尺寸、大曲率的模具,通常選擇INVAR鋼,對于一些配合要求高的梁、肋、長桁等也常選擇INVAR鋼;對于鋪絲需要回轉的工裝,考慮到重量因素,復合材料模具是一個不錯的選擇;對于形狀不是太復雜、曲率很小或是等截面的制件結構,通常選擇普通鋼或鋁以降低成本,但膨脹和變形因素需要在設計時得到補償。不同模具材料的性能特點及使用范圍如表1所示。
copyright 123456
模具熱膨脹的補償
當模具與預浸料進熱壓罐固化時,隨著溫度的升高,模具會膨脹而使尺寸增大,達到保溫狀態時最大,此時預浸料反應固化,與模具尺寸一致。在固化完成后降溫的過程中,模具和固化好的制件都會收縮,但如果模具材料與復合材料制件的熱膨脹系數不一致,收縮量也就不一致,從而導致制件尺寸和模具尺寸有偏差。根據表1中材料的熱膨脹系數,INVAR鋼和復合材料模具受熱膨脹對制件的影響很小,可忽略不計;但普通鋼和鋁則有影響,特別是當尺寸大時,必須要考慮膨脹量,否則產品尺寸會隨模具的膨脹而偏大。
模具熱膨脹可采取一定的補償方法,按經驗公式及試驗驗證,以制件質心為中心,把整個制件按如下糾正系數縮小,在模具設計時按照縮小后的制件作為工程輸入。
F=1/[(T-P)×△T+1],式中,F為熱膨脹糾正系數;T為模具的熱膨脹系數;P為復合材料制件的熱膨脹系數;△T為固化溫度和室溫的差值。 本文來自123
另一方面,模具熱膨脹還將影響到制件的變形及脫模等問題。在設計模具時要把這些因素考慮進去。如收縮變形是否能通過模具結構的對稱性來抵消,或后處理來消除;凸模的收縮可能會有助于脫模,特別是對于有微小閉角的零件,凹模的收縮將增加脫模的難度。通過考慮這些因素,結合復材制件的產品要求,來選擇合適的模具材料及模具的結構形式。同時,也可以通過數字模擬,結合試驗件的驗證來優化模具設計。
模具回彈角的補償
除模具的膨脹對制件固化變形有影響外,復合材料制件因為鋪層和結構的不對稱性,以及材料本身的固化特性,在固化時產生內應力也將引起制件變形。而對于梁、長桁類有大夾角的零件,固化變形最顯著的是回彈角,即制件在固化脫模后,夾角因收縮而小于模具角度,此差值為回彈角。如圖4所示,A1為模具夾角,A2為制件脫模后的夾角,θ為二者之差,即回彈角。在設計時,不考慮回彈角或考慮不當,將對制件質量產生較大影響,特別是對裝配的影響。
內容來自123456

回彈角因與模具材料,鋪層方向及結構對稱性有關,可通過數字模擬及試驗測試的方法得到,目前用的較多的是通過經驗值結合試驗值來獲得回彈角的大小,而數字模擬有待于提高對熱壓罐溫度場及復合材料反應機理的精準分析。在模具設計時,預先把回彈角考慮進去,即制件夾角加上回彈角等于模具夾角,使制件在脫模回彈后符合工程數模要求。
應力分析準則
目前國內的復合材料成型模具一般都是通過保守估計的方法設計,沒有通過強度分析優化,這樣設計出來的模具,特別是大型制件的模具,通常都非常笨重,不僅耗費大量材料,因熱容量升高也可能影響到固化反應,同時對運輸、使用過程的相關設備噸位要求很高,大大增加了成本,甚至影響了制造能力。因此,減重是模具設計優化的一個重要方面。減重的方法必須要通過合理的計算,否則會直接影響到模具的強度和剛度,導致使用過程中產生變形而影響制件質量。同時,對于吊環、輪子、撐腳也需要進行強度校核,以確保模具能夠安全地起吊和轉運。
內容來自123456
減重優化可通過有限元分析模具在不同工況下的應變、應力情況(圖5、圖6),根據計算結果調整優化模具結構,最終使最嚴重工況下的應力、應變值小于材料許用值乘以某一安全系數(此安全系數一般為經驗值,為安全起見,可考慮大于1.5),并盡可能使各處的安全系數偏差不大,這樣才能有效減重。模具應力分析考慮的工況通常包括以下幾個方面:
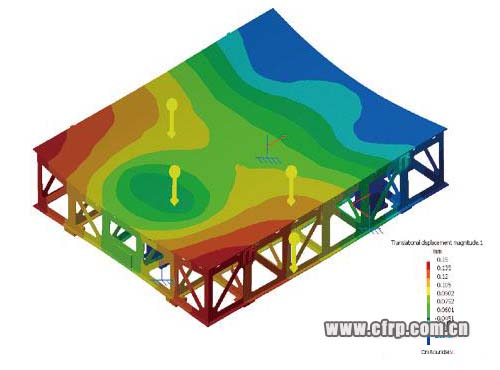
圖5 應變分析
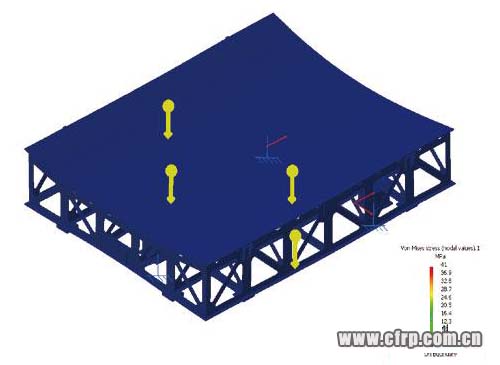
圖6 應力分析
(1) 垂直起吊的情況。
整套模具加制件的重量作用在模具的所有吊點上。
(2) 垂直起吊過程緊急剎車情況。
整套模具加制件的重量,以及急剎車產生的沖擊載荷作用在模具的所有吊點上。
(3) 手動鋪層使用情況。
123,123
鋪貼模具加鋪層重量作用在模具底座的支撐點上。
(4) 自動鋪層使用情況。
鋪貼模具加鋪層重量,以及鋪帶頭的壓力作用在模具底座的支撐點上。
(5)工裝轉運過程。
整套模具加制件的重量作用在模具的輪子上。
(6) 工裝在熱壓罐里的情況。
在177℃時(此時的材料許用值小于常溫下的許用值),整套模具加制件的重量作用在模具底座的支撐點上。
細節設計要求
復合材料模具設計中細節設計非常重要,直接影響到模具使用的可操作性、方便性及自動化程度,甚至影響復合材料制件的質量。模具上的細節設計(圖7)包括但不限于以下內容:
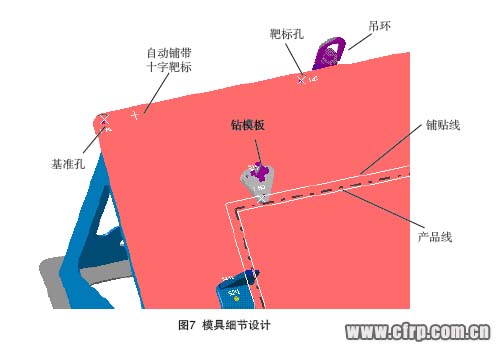
(1) 產品線:即產品的外形輪廓線,用于非數控切邊時使用,決定了產品的外形尺寸的精度;設計時應考慮模具材料的膨脹因素作適當縮放處理,產品線的位置精度和寬度精度都需要根據復材制件外形尺寸精度要求定義在模具設計中。
123,123
(2) 鋪貼線:由于制件邊緣鋪貼不完全齊整,以及流膠、擋膠條、打真空袋等因素導致固化后產品邊緣質量不高,需要在產品線外一定距離開始鋪貼,在制件上將留有一定余量待加工掉。同時,鋪貼線用于無激光投影時手工鋪貼定位,以控制鋪貼余量,既不浪費太多的料,又能保證產品質量。通常鋪貼線到產品線可留20~30mm。
(3) 基準孔:用于模具機加和檢測時作為基準,精度要高,并保證可重復使用。基準孔坐標值通常刻于模具上便于使用。
(4) 靶標孔:用于手動鋪貼時放置激光投影的靶標,以定位鋪層區域。靶標孔按實測值即可,坐標值刻于模具上。
(5) 自動鋪帶十字刻線:十字刻線中心用于自動鋪帶時目標定位,十字線中心點的坐標刻于模具上。
(6) 復材制件定位孔:也叫制件工藝耳片孔,用于復材制件在脫模后檢測、機加和裝配時作定位基準,精度要求高。此孔需要有相應的鉆模板來準確定位,鉆孔需要在脫模前進行,孔應該在模具的法線方向。
本文來自123
(7) 余量區:在鋪貼線到模具邊緣需要留有一定距離用于打真空袋及自動鋪帶退料。通常手工鋪貼模具的余量區在100~200mm,而自動鋪帶則需要200~300mm。
(8) 人性化設計:模具設計時要考慮工裝使用安全、便利,比如工裝的高度要適于鋪貼、檢查;模具鋪貼、搬運時要穩,不會有砸到的危險;當重量超過人工搬運的重量時,要設計輔助工裝協助模具轉運。
特大型模具的約束因素
復材成型模具通常都非常笨重,如尾翼、機翼、機身等制件成型模具,動則十幾噸,甚至幾十噸。如此大而重的模具,在制造、運輸和使用過程中將大大增加難度。
設計過程:隨著尺寸的增大,保證模具加工精度、熱均勻性以及變形控制的難度將提高。在設計時,這些因素都應考慮到,如基準的設定、公差的分配,以及應力計算,還有目前正在研究的考慮到熱壓罐的溫度場對模具熱分布的影響等。
內容來自123456
制造過程:要保證大型模具的制造精度、氣密性等設計要求,對焊接、熱處理、數控機加及檢測技術等都提出了很高的要求,目前如激光焊接、氦氣檢漏等新工藝正逐步應用到大型模具的制造中。
運輸過程:重量過大則對橋梁、路基有更高的要求;尺寸增大對關卡、收費站等寬度有要求,通常長寬均超過3.5m時將受限,而達到5m以上時,將要對整個運輸道路進行考察,甚至改造。此情況下,需要考慮將模具分塊制造,運輸到制造現場以后進行焊接。
使用過程:對于大尺寸、大噸位的模具,通常需要在廠房規劃和設備采購時就考慮轉運空間、吊車噸位、設備行程等因素。
結束語
綜上所述,模具設計不僅需要考慮工程、工藝輸入,還需要考慮制造加工能力、運輸、使用及相關設備能力等因素,使設計出的模具不僅能制造出合格的復材制件,還能達到降低成本、方便使用的更高目標。目前,減重、變形控制、人性化設計等是模具優化的發展方向,利用不斷升級的設計工具,結合實踐經驗的積累,復材成型模具將會得到更好的優化,從而促進復合材料在航空領域的發展。(責編 夏宛)
copyright 123456
作者:晏冬秀 劉衛平等
作者單位:上海飛機制造有限公司航研所




 潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!













