熱門關鍵詞: 碳纖維手機殼 碳纖維手機套 凱夫拉手機殼 凱芙拉手機殼




 潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007

熱壓罐成型工藝是目前廣泛應用于先進復合材料結構、蜂窩夾層結構及復合材料膠接結構的主要成型方法。在成型過程中,復合材料制件是在高溫高壓下與工裝一起放進熱壓罐中固化成型,制件固化成型后幾乎不再做任何加工,外表尺寸應滿足裝配協調要求,不允許強迫裝配。然而,工裝在整個成型過程中因承受高溫熱載荷、自身重力及成型輔助件壓力的共同作用而發生變形,工裝的變形直接影響到制件固化變形而最終影響到復合材料制件的實際形狀和尺寸精度。
針對目前較為常用的熱壓罐成型工裝,國內外對熱壓罐成型工藝參數和工裝結構因素對工裝溫度場均勻性的影響進行了研究[1-3],并研究了固化工裝變形對復合材料內部殘余應力的影響[4-6]。岳廣全等[7] 針對當前應用較多的框架式工裝在工藝過程中的變形進行了研究。
本文以柱支撐形式建立大型復合材料固化工裝模型,在保證支撐形式滿足工裝靜力剛度的前提下,研究其在熱壓罐成型過程中熱- 結構耦合作用下的結構變形。 123,123
柱支撐形式固化工裝
對大型復合材料固化工裝,工裝模具的型面需要根據固化成型后的復合材料曲面進行調整,復合材料成型的多樣性勢必增加工裝制作的經濟成本和制作周期。針對此問題,對以柱支撐為支撐形式的工裝,支撐部分與工裝模具的接觸面積小,工裝模具型面改變后,支撐柱的生產加工簡單易行;此外,工裝內部結構簡單,利于熱空氣的流通,可以提高工裝和熱空氣之間的傳熱效率。
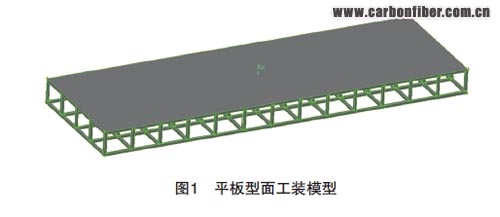
為方便后續研究,對柱支撐形式的工裝,以結構相對簡單的平板型面工裝為例(見圖1),分析工裝在復合材料固化成型過程的變形情況。圖1中工裝的型面厚度為20mm,模型尺寸為15000mm×5000mm×1000mm,支撐柱截面設為正方形,尺寸為100mm×100mm。模具材料為殷鋼,密度ρ=7900kg/m3,彈性模量E=214GPa, 泊松比ν=0.3,線膨脹系數α=1.7×10-6/K。 copyright 123456
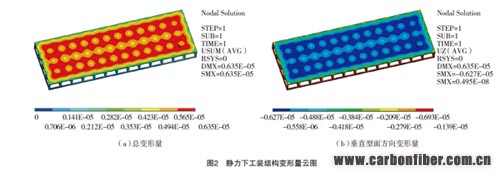
對工裝進行靜力分析,可通過調節支撐柱數量來控制工裝型面變形量大小。為了比較靜力作用下的變形量和熱- 結構耦合作用下的變形量,使用70 個支撐柱。對圖1中工裝進行靜力分析(見圖2),工裝總變形量為0~0.00635mm,垂直型面方向變形量為0~0.00627mm ;靜力作用下,70個支撐柱的工裝結構變形量微小,說明以支撐柱為支撐形式的工裝完全可以滿足靜力作用下的剛度要求。
成型工裝熱- 結構耦合分析
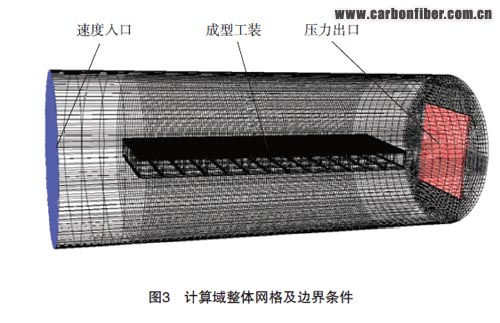
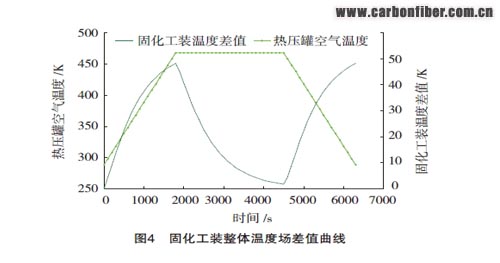
由經驗和工藝試驗可知工裝的變形均在毫米量級,工裝的尺寸在幾米至十幾米,工裝結構變形不會對熱壓罐內的氣體流動產生明顯影響。由于流體計算對網格要求較高,文中使用專業流體仿真軟件FLUENT進行工裝及熱壓罐內整個流場的網格劃分,如圖3所示。對工裝建立的有限元模型既可以適用于溫度場的計算,也可以用于工裝的結構變形計算。熱壓罐工藝規范簡化如圖4所示,溫度場計算所用相關材料參數如表1所示。