熱門關鍵詞: 碳纖維手機殼 碳纖維手機套 凱夫拉手機殼 凱芙拉手機殼




 潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
碳纖維制品/凱芙拉制品生產商供應碳纖維手機殼/凱芙拉手機殼,碳纖維制品和凱芙拉成型產品
全國服務熱線18676362007

熱塑性復合材料的自身特性使其成為重量輕、低成本宇航結構件的理想材料,該類復合材料以韌性高、重復加工性好和防火性能強而著稱。針對大型主結構件(如蒙皮加筋整體壁板)正取得了多個階段性進展。新材料、創新的設計理念和航空技術是主要的創新要素。
熱塑性復合材料在航空航天領域的應用現狀
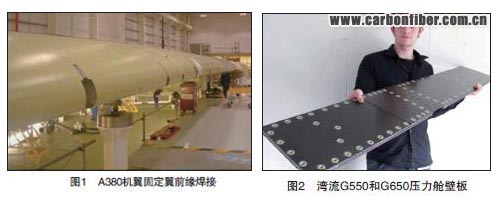
熱塑性復合材料因其自身的特性而在航空航天領域日益受到青睞。其高韌性使得設計更輕的結構成為可能;其物理加工只需熔化,無需固化周期,從而實現了快速而穩定的加工;其卓越的FST(防火、防煙和防毒)特性和可循環使用性也是一個顯著優點。空客最近與荷蘭人成立了一個TAPAS 項目團隊。一個名為TPRC 的國際熱塑性復合材料研究中心也于2009 年在荷蘭成立。現在,最新型飛機上越來越多地采用了熱塑性復合材料零件和組合件,如很多飛機項目上采用了多肋設計理念和用TEN CATE 公司的玻璃纖維/ 聚苯硫醚制成的A380 焊接固定翼前緣(圖1)。 copyright 123456
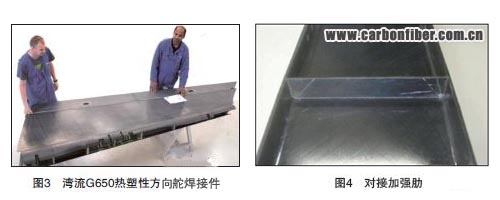
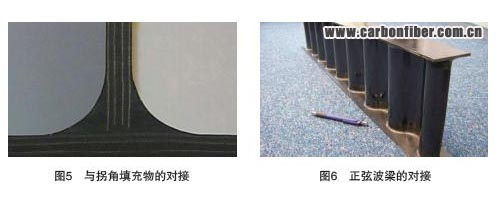
熱塑性復合材料主結構件是一個過去即有涉獵的領域。灣流G550和G650 飛機的壓力艙壁板(圖2)是一系列帶壓力成型加強肋的碳/聚醚酰亞胺。空客A400M 的駕駛艙地板就是用熱塑性復合材料制造的。最近,已經著手焊接主操縱面。新型灣流G650 公務機(JEC2010 創新獎得主)的方向舵和升降舵就是感應焊接的多肋扭力盒結構(圖3)。
感應焊接是由KVE 復合材料集團的荷蘭專家開發,并由福克航空結構件公司實現工業化的一項技術。
這種碳/PPS(Ten Cate 先進復合材料公司) 的多肋設計比此前的碳/環氧樹脂夾層結構重量降低10%、成本降低20%。焊接代替膠接和螺接是降低成本的重要因素。這一點與肋的模壓成型和簡便的蒙皮和梁的鋪疊和共固結成型一樣。 本文來自123
一種整體加筋的熱塑性蒙皮理念的發展
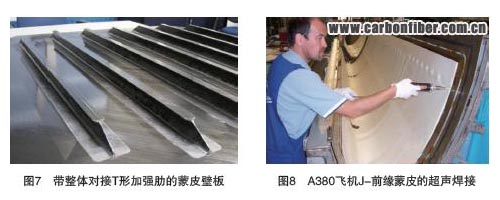
2003 年,一種碳/ 聚醚醚酮單向帶(Cytec)制成的客機地板梁得到發展。這種可高效制造產品很適合航空業,因此,緯線鋪放(pick & place)被選作腹板和緣條的預成型體成型方法。所有這些元件都在共固結的過程中被熔合在一起。在研發工字梁組合件的過程中,曾經尋求一種可簡化制造大量加強肋的方法。該方法是“對接”1 塊平層壓板,將其與普通工字梁共固結在一起(圖4)。這被證明是一個有效的解決方案。在制造上比最初設計的壓力成型加強肋的方法簡單得多。對接強度采用注射成型,增加了坡口圓角半徑,得到了優化(圖5)。
對接體系的開發為創新設計提供了全新的機會,如正弦波梁(圖6),一般情況下很難用復合材料制造。另外一個因對接理念而誕生的設計是蒙皮加筋整體壁板。首先,平面預成型T 型加強筋,然后將其與蒙皮共固結。荷蘭國家航空航天實驗室在2008 年成功研發了這種壁板,并在剪切和壓縮荷載下得到試驗驗證(圖7)。 內容來自123456
大型熱塑性主結構件
荷蘭的工業部門、研究機構與空客公司從2005 年開始在熱塑性領域合作,并在2009 年得到進一步加強。經空客公司提議,荷蘭經濟事務部發起建立了一個荷蘭公司和研究院所的聯合體。他們與空客聯手發起了一個為期4 年的名為TAPAS 的飛機熱塑性主結構件的項目。TAPAS 項目的目標是為未來飛機項目建立一項制造大型主結構件所必須的熱塑性復合材料技術。材料、制造工藝、設計理念和所用工具必須達到6 級技術成熟度水平(TRL)。作為該項努力組成部分的全尺寸演示產品正在研發中,關鍵技術包括:研發并認證合適的材料、對接和纖維焊接、壓力成型和纖維鋪放等制造技術。
TAPAS 項目的參與方為:空客公司、福克航空結構件公司、Ten Cate 先進復合材料公司、機載技術中心、KVE 復合材料集團、DTC、Technobis 纖維技術公司、德爾福特理工大學和圖恩特大學。荷蘭國家航空航天實驗室同時承擔相關課題的研究和項目的驗證工作。 本文來自123
福 克航空結構件公司為航空航天和防務工業設計、開發和生產輕質航空結構件。客戶包括空客、波音、洛克希德·馬丁、灣流、達索、普惠和荷蘭航天公司。熱塑性復 合材料因其成本效率和環境優勢而成為福克公司的關鍵技術。該公司與客戶、研究機構和供應商的共同參與和合作為該類材料的持續發展做出了貢獻。
纖維超聲鋪放
纖維鋪放是指大面積、雙曲面產品所選擇的鋪疊技術。目前可用的纖維鋪放設備采用了熱氣和激光燈等各種加熱系統。2008 年,福克航空結構件公司開始尋求適合于纖維鋪放的設備。在需要大量投資的背景下,超聲波的出現成為相對低成本的加熱源的理想選擇。
福克航空結構件公司擁有豐富的超聲點焊經驗,如將注塑成型的零件焊接到熱塑性板件上。而且,A380 飛機的固定機翼前緣蒙皮就是超聲點焊的(圖8)。超聲波焊接是一種很好的低成本焊接工藝。 123456
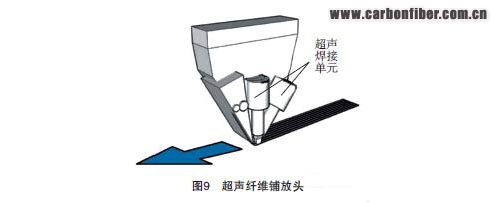
雖然過去的經驗證明,連續超聲焊接板與板是困難的,但將一條薄的碳/ 單向帶超聲焊接到單向帶疊層上似乎是可行的。最后,超聲焊接單元被集成到安裝在機械手上的纖維鋪放頭上(圖9)。最初的嘗試是手工焊接1 條10mm 寬的碳/ 聚醚醚酮單向帶取得了成功,下一步是要在1 條線性軌道上焊接。2009 年年中,荷蘭航空專家鮑肯研制了1 個10mm 條寬的2m×1m×1m 三維纖維鋪放設備單元。單向帶熔化時略超過其寬度,足以附著在帶子上。隨著超聲纖維鋪放的發展,面臨的挑戰是如何成功地高速讓1 條帶子附著在位于其下的厚層板上,不因放慢過程而破壞效率。借助于纖維鋪放設備單元,一種新型的固定翼前緣的理念開始建立起來。
這個始于福克內部產品改進實踐的產品研發技術,現在成為一個名為COALESCE(低成本高效率先進前緣結構)的歐洲框架項目的一部分。新型前緣是一個多肋薄蒙皮設計。肋為平板預制件(圖10),在產品熔化(共固結)過程中對接到蒙皮上。蒙皮在一副陽模上用纖維鋪放而成。2 部分同時制造,接合處由1塊真空袋網膜板覆蓋,然后共固結。 123456
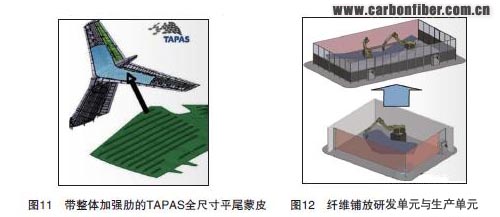
7m 扭力盒驗證件
雙曲面、7m 長的扭力盒是作為TAPAS 項目的一部分開發的,將于2011 年制造并驗證完畢。該產品是對灣流G650 平尾中段重新設計的產物(圖11),其蒙皮的特點是整體對接T 形加強筋。研究還在繼續,以便確定熱壓罐外成型是否可行。纖維鋪放因其在鋪疊過程中對材料的浪費最少而成為首選的鋪疊技術。蒙皮鋪疊將采用專業化的纖維鋪放設備單元。該設備單元將安裝GTech的Vericut 復合材料程序模塊,以便將CATIA 設計與機械手軟件鏈接起來。該設備單元只需少量投資即可開發,滿足成批量生產12m 全尺寸蒙皮壁板的需求(圖12)。

該設備典型地符合了當代以零件為核心的航空制造趨勢。該設備為相關尺寸和外形、鋪疊和速率的產品量身定做,在材料儲備方面所需投資最少。
copyright 123456












