1 前言
中國土地資源有限,輸電走廊的選擇受到制約,提高單位走廊傳輸功率的需求日益迫切,對于輸電能力取決于導線熱穩定性的架空輸電線路,更換高性能導線能夠顯著提高線路輸送能力;近年來,隨著大風、覆冰等惡劣氣候的增多和加劇,導線風偏、舞動引發的線路故障頻繁發生,嚴重影響電網安全穩定運行,更換低弧垂、高強度導線可有效抑制相地、相間放電及導線損傷。碳纖維復合芯導線因具有重量輕、高強度、高彈性模量、低線脹系數、耐高溫、耐疲勞、耐腐蝕等技術優勢,既能夠用于提高輸送能力,又可有效提高線路安全運行水平,將成為最具發展潛力的新型導線品種,國家電網公司于2006年將其列入重點推廣技術目錄。
碳纖維導線的核心是高性能碳纖維材料,我國T700及以上高性能碳纖維基本依賴進口,國家科技部將T-700碳纖維攻關列入十五、十一五規劃。目前僅有美國、日本等少數發達國家掌握碳纖維及碳纖維導線技術,國內僅有與國外合作生產碳纖維導線的形式,但原材料及配方、工藝等核心技術完全掌握于外方,不具備自主知識產權。發達國家壟斷高性能碳纖維及碳纖維導線核心技術與價格的局面已成為制約國內發展、應用碳纖維復合芯導線的瓶頸。
本文來自123
此外,不能連續張力放線是長久以來制約碳纖維導線應用的瓶頸。如不能有效解決,碳纖維導線將難以廣泛推廣應用。
2 碳纖維復合芯導線研發
華北電網面對碳纖維復合芯導線的發展機遇與挑戰,提出在國內高性能碳纖維實驗室研究取得重大突破后,實施第一個具有完全國內自主知識產權的碳纖維復合芯導線的研發與應用。
碳纖維復合芯導線的生產過程主要包括以下三部分:①碳纖維原絲及碳纖維絲的制備。②碳纖維復合芯的生產。③碳纖維復合芯鋁絞線的生產。
2.1 碳纖維絲研發
碳纖維復合芯鋁絞線的核心是高強度碳纖維絲。碳纖維絲的強度、等級越高,則相同規格導線的芯徑越小,重量越輕,導線的卷繞性能、施工性能越佳。目前,華北電網研發的碳纖維復合芯導線采用T-700型碳纖維絲。
copyright 123456
經過數十年研發,國內研究單位近年來認識到硝酸一步法制備碳纖維原絲的傳統技術路線是錯誤的,在實驗室實現了T700型碳纖維的成功試制,并在與華北電科院有長期技術合作關系的河北硅谷化工有限公司建設國內第一條T-700碳纖維原絲的工業化生產線。
碳纖維絲的生產包括兩步:①制備碳纖維原絲;②碳纖維原絲經預氧化、炭化處理形成碳纖維絲。原絲生產中的30多個參數、60多個影響因素以及碳纖維生產中的20多個參數、50多個影響因素將影響、決定最終的碳纖維性能。

年產200t的T700型碳纖維原絲生產線
2.2 碳纖維復合芯研發
碳纖維復合芯是碳纖維導線中的主要承力部件,特別是在高溫運行條件下須承受全部的導線張力。碳纖維復合芯以碳纖維絲增強樹脂,采用拉擠工藝成型。因此,雖然碳纖維絲具有接近零的線膨脹系數、高強度、重量輕、耐高溫、耐疲勞、耐化學腐蝕、耐大氣老化等技術優勢,但這些一根根獨立的絲如同一盤散沙,難以發揮良好的協同作用,只有選擇合適的樹脂基體與配方,將獨立的碳纖維絲良好結合起來形成一個整體,才能充分發揮碳纖維的各項優異性能,即樹脂基體是碳纖維復合芯導線的另一核心。
123,123
經過選擇、試驗了環氧樹脂、酚醛樹脂等多種樹脂體系并根據需要進行改性,解決了樹脂的耐高溫性、柔韌性、高溫下的脆化、耐疲勞、耐老化,耐腐蝕等問題,最終確定了樹脂基體與配方,滿足了應用需求。

復合桿芯拉擠生產線
2.3 碳纖維復合芯導線的生產
碳纖維復合芯導線的生產是在復合芯基礎上絞合選定的鋁股,形成復合芯導線。
2.3.1 碳纖維復合芯導線絞制設備
如果從購買鋁錠開始生產所需鋁股并進行導線絞制,生產設備包括三部分:
(1)電解爐及鋁桿連鑄連軋設備:用于從鋁錠生產鋁桿;
(2)拉線機(鋁線大拉機):用于將鋁桿拉制為所需尺寸的鋁股;
(3)導線框絞機:用于將鋁股絞合在復合芯上,形成導線。
123,123
以下為導線框絞機生產碳纖維復合芯導線的過程:

碳纖維復合芯導線的絞制
2.3.2 碳纖維復合芯導線的鋁股選擇
碳纖維復合芯導線鋁股的選擇考慮如下:
(1)由于碳纖維復合芯能夠承受導線的全部張力,因此復合芯導線的鋁股可以選用導電性能優良而機械性能偏差一些的材料。美國CTC公司的碳纖維導線采用軟鋁股,電導率達到63.7%IACS,而普通的鋼芯鋁絞線所用硬鋁的電導率為61-62%IACS,即在相同導線運行溫度下使用碳纖維復合芯軟鋁導線能夠降低線損。但因軟鋁股的硬度、機械強度、熔點相對常規導線所用的硬鋁偏低,在線路施工、導線檢修及雷擊導線等放電過程中易導致軟鋁股的變形、損傷、斷股,特別是一定程度上增大了運行檢修單位的工作難度。
copyright 123456
(2)如果采用硬鋁(電導率為61-62%IACS)作為碳纖維導線的鋁股,當導線經過100℃以上的高溫運行后硬鋁股的機械強度有一定損失。
(3)如果采用耐熱鋁合金作為碳纖維復合芯導線的鋁股,則形成的碳纖維導線在施工及運行檢修中具有很大優勢,在很大程度上解決或避免了目前碳纖維復合芯軟鋁絞線在施工、運行中存在的易變形和損傷問題。但由于耐熱鋁合金的電導率為60%IACS,相對略低,存在損耗略大的缺點。
經綜合考慮,根據鋁股的差異,研發、生產兩個系列的碳纖維復合芯導線,由用戶根據實際需要進行選擇。
a)采用軟鋁作為碳纖維導線的鋁股,形成碳纖維復合芯軟鋁絞線系列產品。
b)采用耐熱鋁合金作為碳纖維導線的鋁股,形成碳纖維復合芯鋁合金絞線系列產品。
2.4 碳纖維復合芯導線檢測
123456
根據華北電網安排,碳纖維復合芯鋁合金導線及軟鋁導線試品送上海電纜研究所和國網電力建設研究院進行全面性能檢測。
(1)導線常溫握力試驗:
鋁合金導線ACCC/LH-240/35的常溫拉斷力為165.6kN;
軟鋁導線 ACCC/LR-240/35的常溫拉斷力為159.7kN;
上述導線的計算拉斷力為120kN,實測結果比計算拉斷力高30%以上。
(2)導線高溫拉斷力試驗:
鋁合金導線ACCC/LH-240/35的常溫拉斷力為165.6kN;
鋁合金導線ACCC/LH-240/35的150℃拉斷力為149kN;
鋁合金導線ACCC/LH-240/35的170℃拉斷力為149.6kN;
ACCC/LH -300/50的150℃及170℃拉斷力與常溫拉斷力的比值為90%。即本項目研發的碳纖維復合芯導線具有優良的耐高溫性能,高溫拉斷力顯著優于國外技術產品。
(3)導線的復合芯(不含鋁股)拉斷力試驗:
內容來自123456
鋁合金(或軟鋁)導線ACCC/LH or LR-240/35所用復合芯的常溫拉斷力為123.7kN,復合芯的常溫抗張強度為2800MPa,與國外技術產品相當。
鋁合金導線ACCC/LH-300/50所用復合芯150℃拉斷力為167kN,抗張強度為2656MPa。因此,本項目研發的碳纖維復合芯由常溫(按30℃計)升高至150℃時,抗張強度下降幅度僅為5.2%。
國外技術產品的復合芯160℃抗張強度僅為1400MPa。按其產品經驗數據(每升高1℃,抗張強度下降10MPa)計算,復合芯150℃抗張強度約為1500MPa,30℃抗張強度約為2700MPa。因此,國外技術產品的復合芯由常溫(按30℃計)升高至150℃時,抗張強度下降幅度達到40%。
碳纖維復合芯導線的重要優勢之一是能夠提高線路輸送能力,而提高輸送能力的關鍵是允許導線高溫運行,即要求導線在高溫運行時保持較高的機械強度,因此高溫拉斷力是碳纖維導線的最重要指標之一。上述數據表明:在關鍵性的高溫拉斷力指標上,本項目研發的碳纖維復合芯導線顯著優于國外技術產品。
123456
(4)復合芯抗彎性能與抗壓性能是針對導線芯桿的測試項目,ACCC300/50的上述兩項性能顯著優于國外同類產品。
① 自主研發產品的復合芯最大抗壓負荷為34.7kN;國外技術產品最大抗壓負荷約為25kN;
② 自主研發產品的復合芯最大彎曲負荷為4.7kN;國外技術產品最大彎曲負荷約為2.5~3.5kN。
相對于常規的鋼芯鋁絞線,碳纖維復合芯屬于脆性材料,當施加的壓力過大時,復合芯存在碎裂的危險,自主研發產品的復合芯在該方面具有顯著優勢。
(5)導線弧垂-溫度特性試驗及線膨脹系數測試是涉及導線弧垂設計的主要參數之二,反映導線弧垂隨溫度變化的特性。碳纖維復合芯導線存在遷移點溫度(溫度拐點),在遷移點以下,碳纖維導線的線膨脹系數與常規導線相近,其中碳纖維鋁合金絞線ACCC/LH-300/50為12.8×10-6(1/℃),碳纖維軟鋁絞線ACCC/LR-240/35為12.7×10-6(1/℃);在遷移點以上,碳纖維導線的線膨脹系數大幅度下降,ACCC/LH-300/50為2.0×10-6(1/℃),ACCC/LR-240/35為1.9×10-6(1/℃),確保導線在高溫運行時弧垂基本不再增大。因此,遷移點溫度是碳纖維復合芯導線的關鍵指標之一。
本文來自123
眾所周知,碳纖維絲的線膨脹系數接近于零,但與樹脂結合形成復合芯、再與鋁股結合形成碳纖維導線后,導線整體的線膨脹系數由碳纖維絲、樹脂、鋁股共同決定,隨著樹脂、鋁股參數的變化,導線遷移點溫度也呈現顯著差異,如使用鋁合金股時,遷移點溫度相應偏高;使用軟鋁股時,遷移點溫度相應偏低。
本項目研發的碳纖維軟鋁絞線ACCC/LR-240/35的遷移點溫度為60℃,而國外技術產品的碳纖維軟鋁絞線的遷移點溫度約為80℃,本項目研發的碳纖維復合芯對于導線的遷移點溫度及弧垂的影響顯著優于國外技術產品。
(6)在國網電力建設研究院進行了碳纖維導線的常溫/高溫蠕變試驗,共進行了ACCC/LH-300/50碳纖維導線在15%、25%、35%額定拉斷力,常溫、高溫(150℃)條件下6個樣品的蠕變試驗,其中25%額定拉斷力的10年蠕變量僅為328mm/km;而國外技術產品的蠕變量約為500 mm/km。
copyright 123456
(7)在上海電纜研究所進行了碳纖維導線的疲勞振動試驗。本項目研制的碳纖維導線及配套金具順利通過了3根試品共計3×3000萬次的疲勞振動測試。
3 碳纖維復合芯導線施工技術研究
3.1 現有金具及施工技術存在的問題
目前碳纖維復合芯導線使用的耐張線夾和接續管,均屬于特殊的楔型結構。基本原理均是通過金具內部的楔型結構或者類似的結構來實現對于碳纖維復合芯導線的固定或夾持。

常規耐張線夾與碳纖維導線專用線夾
雖然上述金具具有強度高、握力強、耐腐蝕性好以及安全性等優點,但是在碳纖維復合芯導線應用過程中,金具的楔型結構對金具的加工精度要求非常高,金具與導線配合完好才能發揮其作用,這也使得現有碳纖維復合芯導線配套金具價格昂貴,是普通鋼芯鋁絞線的常規金具價格的10倍以上。對于接續金具,由于采用了背靠背楔型結構或者類似結構的連接形式,使得接續管長度和直徑增加很多,常規接續管長度一般在80cm以下,而碳纖維復合芯導線使用的特殊楔接式接續管長度達到了170cm以上,楔接式接續管因長度過長、外徑過大導致過滑車時易折斷或損傷碳纖維復合芯導線,導致在使用這種接續管的情況下,碳纖維復合芯導線在施工過程中不能實現連續放線,目前施工均采用不超過5公里一段的分段放線方式,這給長距離線路施工帶來很大困難,施工中需要進行次數較多的轉場,大大增大工作量、工作難度和施工費用,另外如果是在環境惡劣、地形復雜的山地施工,由于沒有適合的張力場,甚至面臨無法放線的問題。連續放線問題也成為碳纖維復合芯導線在長距離線路上的應用瓶頸,給碳纖維復合芯導線的廣泛推廣應用帶來障礙。
本文來自123
3.2 施工技術的創新與突破
華北電網經過技術攻關,研制成功一套適用于碳纖維復合芯導線用的金具,包括耐張線夾和接續管,在保證金具的強度和握著力的同時,大大縮短接續管長度及外徑,接續管長度僅約70cm,解決碳纖維復合芯導線施工過程中連續張力放線問題。
研制的配套金具通過了上海電纜研究所的相關檢測,包括常溫握力試驗、高溫握力試驗、疲勞振動試驗,其中設計拉斷力為120kN的導線與上述配套金具握力達到169kN(常溫)、149 kN(150℃)及149.6kN(170℃),且在500kV張南-門頭溝線上首次成功實現碳纖維復合芯導線連續張力放線。

安裝保護鋼甲的碳纖維導線接續金具 帶接續金具的碳纖維導線過滑車
此外,本項目研制的碳纖維導線配套金具大幅度降低了金具價格,僅為目前應用碳纖維導線配套金具的10%,如果計及因現有金具不能實現連續張力放線而頻繁轉場及增加的青苗賠償等施工費用,降價潛力更加可觀。
123456
4 碳纖維復合芯導線試運行
碳纖維復合芯導線成功研發后,華北電網有限公司于2009年1月將該產品應用于500kV萬順三線。

牽引場 張力場
碳纖維導線施工完成后,華北電科院及北京超高壓人員對試運行的碳纖維導線進行了一系列測試和巡視,截止到6月,碳纖維導線已連續運行近半年,運行狀況良好。
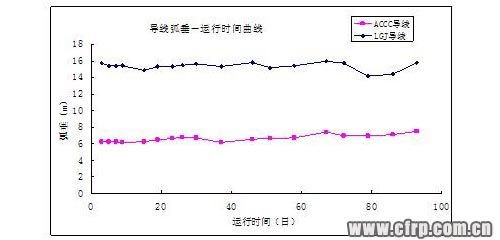
碳纖維導線(ACCC)與鋼芯鋁絞線(LGJ)的弧垂變化曲線
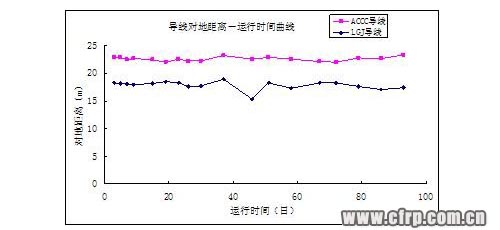
碳纖維導線(ACCC)與鋼芯鋁絞線(LGJ)的對地距離變化曲線
5 總結
華北電網公司成功實施第一個具有完全國內自主知識產權的碳纖維導線及配套技術的研發與應用,包括碳纖維復合芯導線的研制、生產、檢測、設計、施工、運行等環節,對于實現電網升級改造、提高電網輸送能力與效益以及大力發展國產碳纖維事業等方面具有重大意義。
123456
1、首次成功實現碳纖維復合芯導線的完全國內自主研發,包括高性能碳纖維絲的研制與生產、碳纖維復合芯的研制與生產、碳纖維復合芯導線的研制與生產,實現從材料到工藝的完全國產化。
2、自主研發產品的導線高溫拉斷力、遷移點溫度、復合芯抗壓性能、復合芯抗彎性能等關鍵指標顯著優于國外技術產品,達到國際領先水平。
3、根據國產復合芯的性能優勢,對現有碳纖維復合芯導線配套金具(耐張線夾、接續管等)及施工技術進行重大革新,國際上首次攻克碳纖維復合芯導線的長距離連續張力放線技術。
4、首次將碳纖維復合芯導線應用于500kV超高壓架空輸電線路,解決碳纖維導線應用于多分裂導線形式時出現的設計、施工、運行問題,為碳纖維復合芯導線全面推廣應用奠定了基礎。
5、碳纖維復合芯導線的自主研發打破了發達國家在高性能碳纖維材料及碳纖維復合芯導線技術和價格上的壟斷,有利于充分挖掘產品降價潛力,促使碳纖維導線由價格昂貴的“貴族化”產品轉變為性能優越、價格合理的“平民化”“常規化”產品,使之不僅可用于短距離線路的增容改造,甚至有取代鋼芯鋁絞線廣泛應用于超高壓、特高壓長距離線路,普遍提高線路安全運行水平的廣闊應用前景。




 潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!
潤大世紀為您提供高品質的碳纖維及凱夫拉成型產品!













