前言
2004年,蘇、豫有關(guān)企業(yè)找到協(xié)會,稱國際市場上需要薄壁環(huán)氧玻璃鋼管系列產(chǎn)品。我們分析因其內(nèi)外徑均有尺寸公差、光潔度及徑向強度均有要求,用傳統(tǒng)的纖維纏繞、拉繞等工藝不能生產(chǎn)出合乎要求的產(chǎn)品,遂提出以連續(xù)樹脂傳遞成型法(在線編織――拉擠成型)制造工藝。
1 產(chǎn)品對象
產(chǎn)品名稱:薄壁環(huán)氧玻璃鋼絕緣管
產(chǎn)品直徑:¢8-18㎜
性能指標


該絕緣管具有高扭轉(zhuǎn)強度,經(jīng)UL認證,可在攝氏180度下連續(xù)使用。
2 工藝方法選擇
2.1 纖維纏繞法(FW)
FW法外徑光潔度與公差無法保證,若經(jīng)磨削加工,成本增加,且破壞纖維。
123,123
2.2 拉繞法
其工作原理是先拉,形成單向里層;環(huán)向纏繞,增加徑向強度;單向拉擠,形成較光滑的外壁。
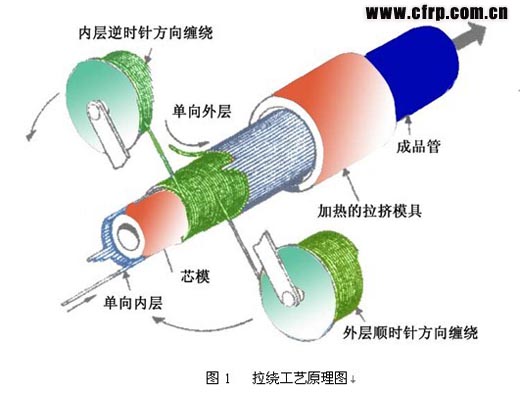
若采用無捻粗紗/拉/纏/拉,則徑向強度明顯過低;若增加環(huán)向纏繞,壁厚又偏厚;先拉后繞則拉擠難以進行,外表亦不會理想。其次,環(huán)向紗筒還要不時更換;增加纏繞部件,設(shè)備費亦不菲。
2.3 成品纖維套管拉擠法
此法無一般拉擠FRP管所需要的芯模支座,此法芯模是懸于模外。
成品纖維套管拉擠法的模具原理如圖2所示。芯模左端以球形部分定位,使之軸向定位。
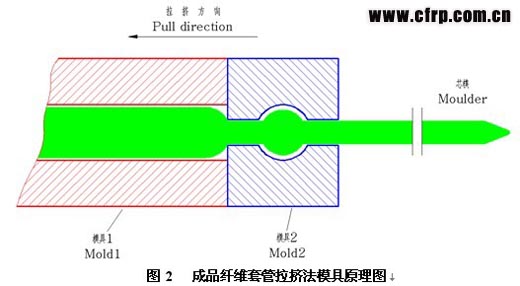
成品纖維套管在右端膠槽浸漬樹脂后沿芯模連續(xù)進入模腔,實現(xiàn)拉擠同時膠凝固化而成為成品管材。
123456
對較密實的纖維套管,難以將其變形,從而拉不過去。
2.4 在線針織纖維套管拉擠法
一般針織物(Knitted fabric)具有彈性和延伸性,易變形、尺寸不穩(wěn)定,不宜用于拉擠工藝。
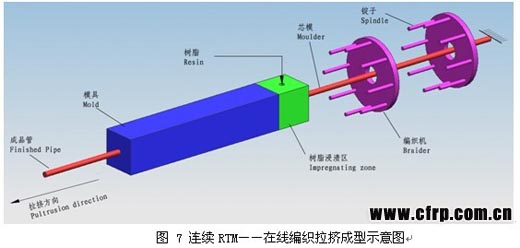
2.5 最后的選擇――連續(xù)RTM-在線編織拉擠成型法
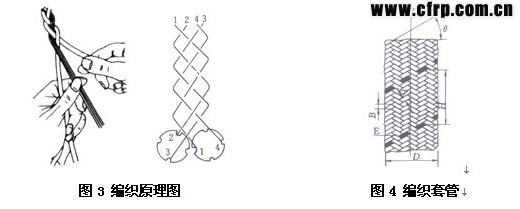
編織是一種古老的織造技術(shù)。編織物(braid)所有的纖維均斜交,與軸線夾角不呈0°與90°。編織原理與編織管如圖3、圖4所示。編織過程腫,纖維的運動軌跡為螺旋線。選擇合理的纖維角度可調(diào)節(jié)成品管材徑向強度與軸向強度的比例;選擇適宜的纖維排列密度可滿足強度與外觀的要求。
在線編織的坯管由拉擠機的牽引裝置弋引。芯模固定不動。坯管沿芯模織好,由芯模前端進入模具,在模具前端的樹脂浸漬區(qū)內(nèi)浸漬樹脂(樹脂系在壓力下源源注入模腔),經(jīng)牽引通過加熱的模具(基體樹脂在模內(nèi)膠凝、固化),最終成為FRP管材成品。分析此原理應(yīng)能制得符合技術(shù)性能要求的復(fù)合管。這種在線編織拉擠成型(樹脂由外注入模具內(nèi))的工法,實質(zhì)就是一種連續(xù)樹脂傳遞成型工藝(CRTM)。
copyright 123456
3 編織管的設(shè)計計算
編織紗束均為偶數(shù),我們采用的是24錠。
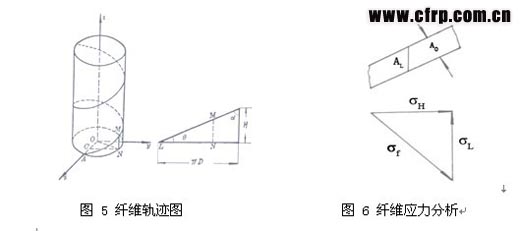
圖4-圖6中:
D--管徑
H――螺距
A――紗束寬度
B――紗束軸向高度
θ——紗束方向與軸線Y的法線所形成的角度
α――纏繞角
α+θ=90º
N――紗束(錠子)數(shù)
B=A/cosθ=A/sinα ……………………(1)
N=πD/Acosα=πDsinθ/A………………(2)
式(1)中A/sinα或A/cosθ為紗束寬A在軸向的投影。
式(2)中的Acosα或sinθ/A為紗束寬A在圓周上的投影。
N≥16,取偶數(shù)值。
紗束在編織過程中的運動軌跡為圓柱螺旋線,其方程為式中K值取決于拉擠牽引速度,t角度值為紗束所在錠子相對于纖維套管軸線所轉(zhuǎn)過的角度,而非繞錠子軸線所轉(zhuǎn)過的軸線。
內(nèi)容來自123456
由圖5:H=πDtgθ……………………(4)
由圖4:N=2H/B ……………………(5)[1]
式(5)中,因編織工藝,故有2倍關(guān)系;
式(4)與式(5)分別計算出的N值互為參考,最后N值由強度、表觀等因素決定之。
將式(1)B=A/cosθ代入式(5):
H=NB/2=NA/2cosθ……………………(6)
式(6)得出了螺距H、紗束寬度、錠子(紗束)數(shù)N三參數(shù)間的關(guān)系;此三參數(shù)為編織管的主要參數(shù),錠子數(shù)量即決定編織密度。
由式(4)與(6):H=πDtgθ=πDsinθ/cosθ=NA/2cosθ
πDsinθ=NA/2
sinθ.sinθ=(NA/2πD)2
∵ sin2 θ+cos2θ=1
∴ cosθ=[1-(NA/2πD)2 ]1/2 ……………………(7)
123,123
將式(7)代入式(6):
H=NA[1-(NA/2πD)2]-1/2/2=πD[(2πD/NA)2-1]-1/2 ………………(8)
式(8)表明管徑D與螺距H、紗束粗細A、錠子數(shù)成正比。
圖6 為紗束應(yīng)力分析圖
A0 ――每束纖維截面積
σf ――每束纖維的應(yīng)力
AL――軸向面積分量
AH ――徑向面積分量
σL―-軸向應(yīng)力
σH―-徑向應(yīng)力
應(yīng)用網(wǎng)絡(luò)理論分析
AL=A/cosα
軸向TL=σH AL=σf A cosα …………………(9)
或σH=σf cos2α ……………………(10)
徑向 TH =σL AH=σf Asinα…………………(11)
同理σL=σf sin2α …………………(12)
徑向應(yīng)力與環(huán)向應(yīng)力之比TL/ TH=(12)/(11)=ctg2θ………(13)
123456
由式(13)可見調(diào)節(jié)θ角,即可調(diào)節(jié)管材徑、軸向強度比。具體強度計算,可參閱《玻璃鋼工藝與性能》,此不贅述。(北京251廠編 中國建筑工業(yè)出版社 1974年版)
值得一提的是,當強度已滿足要求的前提下,取較小的θ角有利于拉擠工藝的順利進行。
4 設(shè)備要求
4.1 拉擠機
因產(chǎn)品系薄壁,宜采用履帶式拉擠機。其牽引履帶上應(yīng)采用聚氨酯橡膠塊。橡膠塊與所牽引管接觸處應(yīng)有相應(yīng)的弧形,(弧形直徑略大于管外徑)。
4.2 編織機
根據(jù)工藝要求,選擇立式或臥式編織機。編織機生產(chǎn)企業(yè)頗多,如非自行特殊訂貨,須將原機上的卷取部分――搖柄、蝸輪、卷取盤等取下。原卷取軸改換為相應(yīng)直徑的芯模,此芯模伸入模具內(nèi),其外徑即為管材內(nèi)徑,故對其須有尺寸精度與光潔度的要求;此軸應(yīng)牢固固定,不得有抖動。其根部直徑可較伸入模具部分段直徑略大。
123,123
4.3 浸漬部件
圖7示 芯模自縫編機尾端直穿入模具,故無傳統(tǒng)浸膠槽。樹脂通過泵,在壓力下注入模具前端的腔內(nèi)。
4.4 模具
除前端為浸漬區(qū)外,無特殊要求。
5 增強材料
我們采用的是800、1200Tex的無堿玻璃纖維直接無捻粗紗,其浸潤劑需與所用樹脂基體相適應(yīng),并符合編織與拉擠工藝的要求。按浸潤劑分,屬W類。
玻纖紗的原始的寬度與厚度及其浸膠后的寬度與厚度無統(tǒng)一標準,各廠迥異。須根據(jù)實物測量,取平均值,作為實際的設(shè)計參數(shù)。
據(jù)了解,有的玻纖企業(yè)的無捻粗紗較扁平,有的企業(yè)的紗則相反。如某1200tex的無捻紗的紗片寬2.27mm,浸膠后厚0.4mm。
6 基體樹脂
6.1 選用環(huán)氧樹脂,蓋因其黏結(jié)力強、與玻纖復(fù)合界面剪切強度高、力學(xué)性能好之故;其次其固化時無低分子放出,體積收縮率一般為1%-2%,國外已有萬分之一收縮率的環(huán)氧樹脂。(不飽和聚酯樹脂體積收縮率為7%-9%)【2】 ,拉擠產(chǎn)品尺寸穩(wěn)定性好。
內(nèi)容來自123456
采用酸酐固化體系,配比為:
環(huán)氧樹脂 100
引發(fā)劑 甲基四氫鄰苯二甲酸酐 80
促進劑 季胺鹽(芐基三乙基氯化胺) 2
實踐中亦有以咪唑取代季胺鹽者,效果較好。
模具長900mm,溫度控制分為三段:
第一段 120℃
第二段 140℃
第三段 170℃
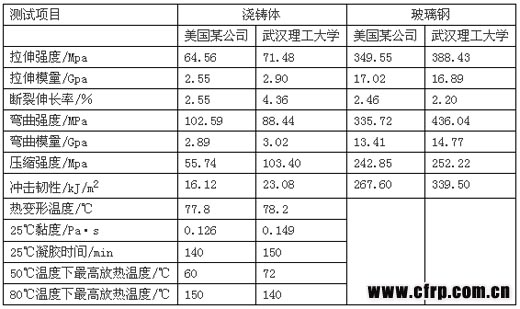
6.2 為改善工藝性,建議采用武漢理工大學(xué)材料學(xué)院復(fù)合材料系研發(fā)的高性能低黏度環(huán)氧樹脂。其已開發(fā)的樹脂玻璃化溫度(Tg)達190℃,黏度可低到80mPa•s,浸漬性大為提高。下面是武漢理工大學(xué)與美國某公司環(huán)氧樹脂實物的測試結(jié)果,可資比較參考。
樹脂澆鑄體及玻璃鋼(無堿1:1布)力學(xué)性能比較
(固化制度:室溫/24h+80℃/4h)
6.3 液體雙馬來酰亞胺樹脂
625所已故資深研究員趙渠森先生幾年前研發(fā)的液體雙馬來酰亞胺樹脂價格遠低于通常雙馬來酰亞胺樹脂;可采用不飽和聚酯樹脂的固化體系,加入固化劑后使用壽命在24h內(nèi),其年度為120mPa•s,固體含量67%的樹脂力學(xué)性能為:拉伸強度 > 72Mpa
內(nèi)容來自123456
彎曲強度 >136Mpa
拉伸延伸率 >2.5%
熱變形溫度 >121℃
巴氏硬度 55
說明其工藝性較一般雙馬佳。此種樹脂在高溫環(huán)境下耐酸、堿、韌性好,亦可考慮選用。
7 結(jié)語
據(jù)了解,編織工藝在19世紀下半葉已出現(xiàn),迄今已100多年,而FRP拉擠工藝則出現(xiàn)在上世紀40年代末,迄今也已逾半個多世紀,都是十分傳統(tǒng)的工藝了。筆者提出將兩種工藝結(jié)合起來,在線編織拉擠成型FREPR薄壁管材,也算推陳出新吧。而樹脂注射到模腔內(nèi),亦可納入CRTM范疇。本工藝由河南鵬翔科技有限公司歷經(jīng)三年艱辛已投入生產(chǎn),產(chǎn)品經(jīng)檢驗,各項技術(shù)指標均合格,并已在2009年獲得國家發(fā)明專利。
參考文獻:
[1] 張耀明,李巨白,姜肇中。 玻璃纖維與礦物棉全書
北京:化學(xué)工業(yè)出版社,2000
[2] 詹英榮 玻璃鋼/復(fù)合材料 原材料性能與應(yīng)用
內(nèi)容來自123456
北京:中國國際廣播出版社1995
[3] 中國玻璃鋼工業(yè)協(xié)會 玻璃鋼簡明技術(shù)手冊
北京:化學(xué)工業(yè)出版社 2005 第2版
[4] 北京251廠,北京玻璃鋼研究所 玻璃鋼工藝和性能
北京:中國建筑工業(yè)出版社 1974
[5] 翁祖祺,陳博,張長發(fā) 玻璃鋼工業(yè)大全
北京:國防工業(yè)出版社 1992




 潤大世紀為您提供高品質(zhì)的碳纖維及凱夫拉成型產(chǎn)品!
潤大世紀為您提供高品質(zhì)的碳纖維及凱夫拉成型產(chǎn)品!
商")

廠家")





碳纖維鞋底,碳纖維運動鞋登山鞋鞋底, 鞋")




